Í hálfleiðaraframleiðslu er tækni sem kallast „æting“ við vinnslu á undirlagi eða þunnri filmu sem myndast á undirlaginu. Þróun ætingartækni hefur átt þátt í að átta sig á þeirri spá sem Gordon Moore, stofnandi Intel, gerði árið 1965 um að „samþættingarþéttleiki smára muni tvöfaldast á 1,5 til 2 árum“ (almennt þekkt sem „lögmál Moore“).
Æsing er ekki „aukandi“ ferli eins og útfelling eða tenging, heldur „frádráttarferli“. Að auki, samkvæmt mismunandi skrapaðferðum, er henni skipt í tvo flokka, nefnilega „blautætingu“ og „þurrætingu“. Einfaldlega sagt er sú fyrri bræðsluaðferð og sú síðarnefnda er grafaaðferð.
Í þessari grein munum við í stuttu máli útskýra einkenni og mun á hverri ætingartækni, blautætingu og þurrætingu, sem og notkunarsvæðin sem hver hentar fyrir.
Yfirlit yfir ætingarferli
Sagt er að ætingartækni hafi átt uppruna sinn í Evrópu um miðja 15. öld. Á þeim tíma var sýru hellt í grafið koparplötu til að tæra ber koparinn og myndaði grafið. Yfirborðsmeðferðaraðferðir sem nýta áhrif tæringar eru almennt þekktar sem „æting“.
Tilgangur ætingarferlisins í hálfleiðaraframleiðslu er að skera undirlagið eða filmuna á undirlagið samkvæmt teikningunni. Með því að endurtaka undirbúningsþrep filmumyndunar, ljóslitafræði og ætingar er plana uppbyggingin unnin í þrívíddarbyggingu.
Munurinn á blautætingu og þurrætingu
Eftir ljósgreiningarferlið er óvarið undirlagið blautt eða þurrt etsað í ætingarferli.
Blautæting notar lausn til að etsa og skafa yfirborðið í burtu. Þó að hægt sé að vinna þessa aðferð fljótt og ódýrt er ókostur hennar sá að vinnslunákvæmni er aðeins minni. Þess vegna var þurræting fædd um 1970. Í þurrætingu er ekki notuð lausn heldur notast við gas til að lemja yfirborð undirlagsins til að rispa það, sem einkennist af mikilli vinnslunákvæmni.
„Ísótrópía“ og „Samleitandi“
Þegar kynntur er munurinn á blautætingu og þurrætingu eru nauðsynleg orð „ísótrópísk“ og „anísótrópísk“. Ísótrópía þýðir að eðliseiginleikar efnis og rúms breytast ekki með stefnu og anisotropy þýðir að eðliseiginleikar efnis og rúms eru breytilegir eftir stefnu.
Ísótrópísk æting þýðir að æting gengur jafnmikið í kringum ákveðinn punkt og anisotropic etsing þýðir að æting gengur í mismunandi áttir í kringum ákveðinn punkt. Til dæmis, við ætingu við hálfleiðaraframleiðslu, er anisotropic æting oft valin þannig að aðeins markstefnan er skafin, þannig að aðrar áttir eru ósnortnar.
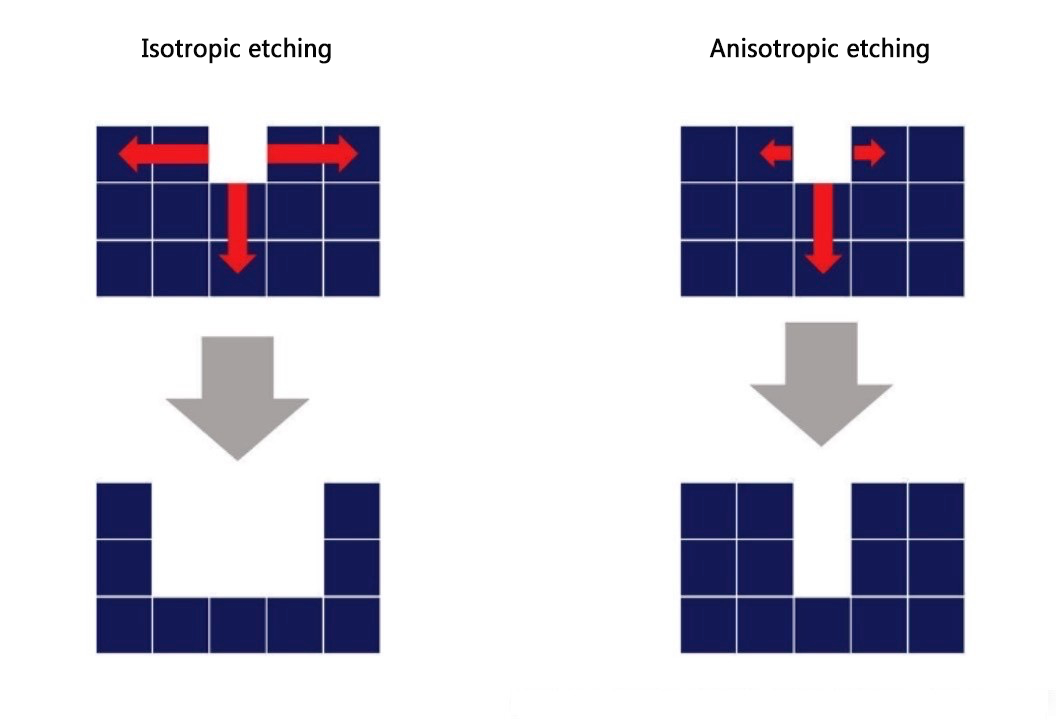 Myndir af „Isotropic Etch“ og „Anisotropic Etch“
Myndir af „Isotropic Etch“ og „Anisotropic Etch“
Blautæting með efnum.
Blautæting notar efnahvörf milli efnis og hvarfefnis. Með þessari aðferð er anísótrópísk æting ekki ómöguleg, en hún er miklu erfiðari en ísótrópísk æting. Það eru margar takmarkanir á samsetningu lausna og efna og aðstæður eins og hitastig undirlags, styrkur lausnar og magn viðbótar verður að vera strangt stjórnað.
Sama hversu fínt aðstæður eru stilltar, blautæting er erfitt að ná fínvinnslu undir 1 μm. Ein ástæðan fyrir þessu er nauðsyn þess að stjórna hliðarætingu.
Undirskurður er fyrirbæri einnig þekkt sem undirskurður. Jafnvel þótt vonast sé til að efnið leysist aðeins upp í lóðrétta átt (dýptarstefnu) með blautætu, er ómögulegt að koma í veg fyrir að lausnin lendi á hliðunum, þannig að upplausn efnisins í samhliða átt mun óhjákvæmilega halda áfram. . Vegna þessa fyrirbæris framleiðir blautæting af handahófi hluta sem eru mjórri en markbreiddin. Á þennan hátt, þegar unnið er með vörur sem krefjast nákvæmrar straumstýringar, er endurgerðanleiki lítill og nákvæmni óáreiðanleg.
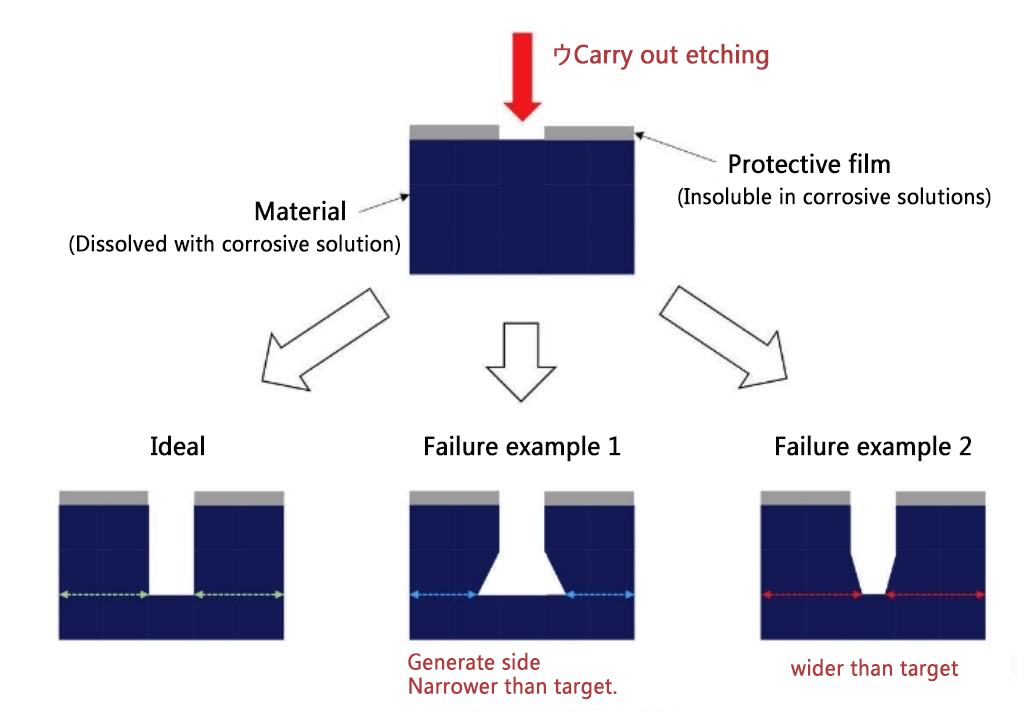 Dæmi um hugsanlegar bilanir í blautætingu
Dæmi um hugsanlegar bilanir í blautætingu
Hvers vegna þurr æting er hentugur fyrir örvinnslu
Lýsing á skyldri tækni. Þurræting sem hentar fyrir anísótrópíska ætingu er notuð í hálfleiðara framleiðsluferlum sem krefjast mikillar nákvæmni vinnslu. Dry ets er oft nefnt viðbrögð jón ets (RIE), sem getur einnig falið í sér plasma ets og sputter ets í víðum skilningi, en þessi grein mun fjalla um RIE.
Til að útskýra hvers vegna anisotropic æting er auðveldari með þurr ætingu, skulum við skoða nánar RIE ferlið. Það er auðvelt að skilja það með því að skipta ferlinu við þurrætingu og skafa af undirlaginu í tvær gerðir: „efnafræðileg æting“ og „líkamleg æting“.
Efnafræðileg æting fer fram í þremur skrefum. Í fyrsta lagi aðsogast hvarfgjarnar lofttegundir á yfirborðið. Hvarfefni eru síðan mynduð úr hvarfgasinu og hvarfefnisefninu og að lokum eru hvarfefnin afsoguð. Í síðari líkamlegu ætingu er undirlagið ætið lóðrétt niður með því að beita argongasi lóðrétt á undirlagið.
Efnafræðileg æting á sér stað jafntrópískt, en eðlisfræðileg æting getur átt sér stað anisotropically með því að stjórna stefnu gasnotkunar. Vegna þessarar líkamlegu ætingar leyfir þurr æting meiri stjórn á stefnu ætingarinnar en blautæting.
Þurr og blaut æting krefst einnig sömu ströngu skilyrða og blautæting, en hún hefur meiri endurgerðanleika en blautæting og hefur marga hluti sem auðveldari er að stjórna. Þess vegna er enginn vafi á því að þurr æting er meira til þess fallin fyrir iðnaðarframleiðslu.
Hvers vegna blautæta er enn þörf
Þegar þú skilur að því er virðist almáttugur þurr æting, gætirðu furða hvers vegna blaut æting er enn til. Hins vegar er ástæðan einföld: blautæting gerir vöruna ódýrari.
Helsti munurinn á þurrætingu og blautætu er kostnaður. Efnin sem notuð eru í blautætingu eru ekki svo dýr og verðið á búnaðinum sjálfum er sagt vera um 1/10 af því sem er á þurrætarbúnaði. Að auki er vinnslutíminn stuttur og hægt er að vinna mörg hvarfefni á sama tíma, sem dregur úr framleiðslukostnaði. Fyrir vikið getum við haldið vörukostnaði lágum, sem gefur okkur forskot á samkeppnisaðila okkar. Ef kröfur um nákvæmni vinnslu eru ekki miklar munu mörg fyrirtæki velja blautætingu fyrir grófa fjöldaframleiðslu.
Ætingarferlið var kynnt sem ferli sem gegnir hlutverki í örframleiðslutækni. Ætingarferlið skiptist í grófum dráttum í blautætingu og þurrætingu. Ef kostnaður er mikilvægur er sá fyrrnefndi betri og ef þörf er á örvinnslu undir 1 μm er sá síðarnefndi betri. Helst er hægt að velja ferli út frá vörunni sem á að framleiða og kostnaði, frekar en hver er betri.
Birtingartími: 16. apríl 2024