Yfirlit yfir hálfleiðaraferli
Hálfleiðaraferlið felur fyrst og fremst í sér að beita örgerð og kvikmyndatækni til að tengja að fullu flögur og aðra þætti innan ýmissa svæða, svo sem undirlag og ramma. Þetta auðveldar útdrátt blýskautanna og umhjúpun með einangrunarefni úr plasti til að mynda samþætta heild, sett fram sem þrívíddarbyggingu, sem að lokum lýkur hálfleiðurapökkunarferlinu. Hugmyndin um hálfleiðaraferlið snýr einnig að þröngri skilgreiningu á hálfleiðaraflísumbúðum. Frá víðara sjónarhorni vísar það til umbúðaverkfræði, sem felur í sér að tengja og festa við undirlagið, stilla samsvarandi rafeindabúnað og smíða fullkomið kerfi með sterka alhliða frammistöðu.
Ferlisflæði hálfleiðara umbúða
Hálfleiðurapökkunarferlið inniheldur mörg verkefni, eins og sýnt er á mynd 1. Hvert ferli hefur sérstakar kröfur og náskyld verkflæði, sem krefst ítarlegrar greiningar á verklegu stigi. Sérstakt innihald er sem hér segir:
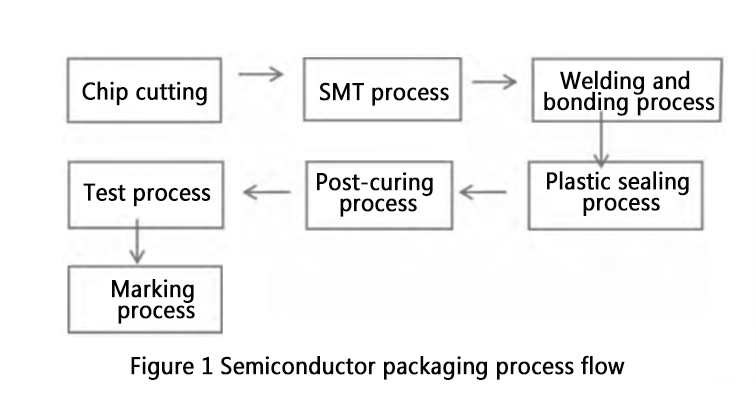
1. Flísskurður
Í hálfleiðurapökkunarferlinu felur flísaskurður í sér að sneiða kísilplötur í einstakar flísar og fjarlægja kísilrusl tafarlaust til að koma í veg fyrir hindranir á síðari vinnu og gæðaeftirliti.
2. Flísfesting
Flísfestingarferlið einbeitir sér að því að forðast skemmdir á hringrásinni við slípun á flísum með því að setja á hlífðarfilmulag, sem leggur stöðugt áherslu á heilleika hringrásarinnar.
3. Vírbindingarferli
Að stjórna gæðum vírtengingarferlisins felur í sér að nota mismunandi gerðir af gullvírum til að tengja tengipúða flísarinnar við rammapúðana, tryggja að flísinn geti tengst ytri hringrásum og viðhaldið heildarferli heilleikans. Venjulega eru dópaðir gullvírar og málmblönduðir gullvírar notaðir.
Dópaðir gullvírar: Tegundir innihalda GS, GW og TS, hentugur fyrir háboga (GS: >250 μm), miðlungs háan boga (GW: 200-300 μm) og miðlungs lágan boga (TS: 100-200 μm) tenging í sömu röð.
Blönduð gullvír: Tegundir innihalda AG2 og AG3, hentugur fyrir lágbogatengingu (70-100 μm).
Þvermálsvalkostir þessara víra eru á bilinu 0,013 mm til 0,070 mm. Val á viðeigandi gerð og þvermál byggt á rekstrarkröfum og stöðlum skiptir sköpum fyrir gæðaeftirlit.
4. Mótunarferli
Helstu rafrásir í mótunarþáttum felur í sér umhjúpun. Að stjórna gæðum mótunarferlisins verndar íhlutina, sérstaklega fyrir utanaðkomandi kröftum sem valda mismiklum skaða. Þetta felur í sér ítarlega greiningu á eðlisfræðilegum eiginleikum íhlutanna.
Þrjár meginaðferðir eru nú notaðar: keramikumbúðir, plastumbúðir og hefðbundnar umbúðir. Það er mikilvægt að stjórna hlutfalli hverrar umbúðategundar til að mæta alþjóðlegum kröfum um flísframleiðslu. Meðan á ferlinu stendur er þörf á alhliða hæfileikum, svo sem að forhita flísina og blýgrindina áður en hún er hjúpuð með epoxýplastefni, mótun og herðingu eftir mold.
5. Eftirmeðferð
Eftir mótunarferlið er þörf á eftirmeðferð með áherslu á að fjarlægja umfram efni í kringum ferlið eða pakkann. Gæðaeftirlit er nauðsynlegt til að forðast að hafa áhrif á heildargæði ferlisins og útliti.
6.Prófunarferli
Þegar fyrri ferlum er lokið verður að prófa heildargæði ferlisins með því að nota háþróaða prófunartækni og aðstöðu. Þetta skref felur í sér nákvæma skráningu á gögnum, með áherslu á hvort flísinn starfar eðlilega miðað við frammistöðustig hans. Í ljósi mikils kostnaðar við prófunarbúnað er mikilvægt að viðhalda gæðaeftirliti á öllum framleiðslustigum, þar með talið sjónræn skoðun og rafmagnsprófun.
Rafmagnsprófun: Þetta felur í sér að prófa samþættar rafrásir með því að nota sjálfvirkan prófunarbúnað og tryggja að hver hringrás sé rétt tengd fyrir rafmagnsprófun.
Sjónræn skoðun: Tæknimenn nota smásjár til að skoða fullunna pökkuðu flögurnar vandlega til að tryggja að þeir séu lausir við galla og uppfylli gæðastaðla umbúða hálfleiðara.
7. Merkingarferli
Merkingarferlið felur í sér að prófaðar flísar eru fluttar í hálfklárað vöruhús til lokavinnslu, gæðaskoðunar, pökkunar og sendingar. Þetta ferli inniheldur þrjú megin skref:
1) Rafhúðun: Eftir að leiðararnir hafa verið myndaðir er tæringarvarnarefni sett á til að koma í veg fyrir oxun og tæringu. Rafhúðun útfellingartækni er venjulega notuð þar sem flestar blý eru úr tini.
2) Beygja: Unnu leiðslurnar eru síðan mótaðar, með samþættu hringrásarræmunni sett í blýmyndandi verkfæri, sem stjórnar blýforminu (J eða L gerð) og yfirborðsfestum umbúðum.
3) Laserprentun: Að lokum eru mynduðu vörurnar prentaðar með hönnun, sem þjónar sem sérstakt merki fyrir umbúðaferli hálfleiðara, eins og sýnt er á mynd 3.
Áskoranir og ráðleggingar
Rannsóknin á pökkunarferlum hálfleiðara hefst með yfirliti yfir hálfleiðaratækni til að skilja meginreglur hennar. Því næst miðar skoðun á flæði umbúðaferlisins að því að tryggja nákvæmt eftirlit meðan á rekstri stendur, með því að nota fágaða stjórnun til að forðast venjubundin vandamál. Í samhengi við nútímaþróun er nauðsynlegt að bera kennsl á áskoranir í umbúðaferli hálfleiðara. Mælt er með því að einbeita sér að gæðaeftirlitsþáttum, ná rækilega yfir lykilatriði til að auka gæði ferlisins á áhrifaríkan hátt.
Greining frá sjónarhóli gæðaeftirlits eru verulegar áskoranir við innleiðingu vegna fjölmargra ferla með sérstöku innihaldi og kröfum, sem hver hefur áhrif á annan. Nauðsynlegt er strangt eftirlit við verklegar aðgerðir. Með því að tileinka sér vandað vinnuviðhorf og beita háþróaðri tækni er hægt að bæta gæði hálfleiðara umbúðaferlis og tæknistig, tryggja alhliða notkunarskilvirkni og ná framúrskarandi heildarávinningi.(eins og sýnt er á mynd 3).
Birtingartími: 22. maí 2024