Rannsókn á hálfleiðara deyjatengingarferli, þar á meðal límbindingarferli, eutectic tengingarferli, mjúkt lóðmálmbindingarferli, silfurhertubindingarferli, heitpressunartengingarferli, flip-flísbindingarferli. Tegundir og mikilvægar tæknilegar vísbendingar um tengibúnað fyrir hálfleiðara deyja eru kynntar, þróunarstaða er greind og þróunarþróun er horft til.
1 Yfirlit yfir hálfleiðaraiðnað og umbúðir
Hálfleiðaraiðnaðurinn felur sérstaklega í sér andstreymis hálfleiðara efni og búnað, miðstraums hálfleiðaraframleiðslu og downstream forrit. Hálfleiðaraiðnaður landsins hófst seint, en eftir næstum tíu ára hraðri þróun er land mitt orðið stærsti neytendamarkaður fyrir hálfleiðaravörur í heimi og stærsti markaður fyrir hálfleiðarabúnað í heimi. Hálfleiðaraiðnaðurinn hefur verið að þróast hratt í ham eins kynslóðar búnaðar, einnar kynslóðar ferlis og einnar kynslóðar vara. Rannsóknir á hálfleiðaraferli og búnaði eru kjarnadrifkrafturinn fyrir stöðuga framþróun iðnaðarins og tryggingin fyrir iðnvæðingu og fjöldaframleiðslu á hálfleiðaravörum.
Þróunarsaga hálfleiðara umbúðatækni er saga stöðugrar umbóta á flísafköstum og stöðugri smæðun kerfa. Innri drifkraftur umbúðatækni hefur þróast frá sviði hágæða snjallsíma yfir í svið eins og afkastamikil tölvumál og gervigreind. Fjögur stig þróunar á umbúðatækni hálfleiðara eru sýnd í töflu 1.
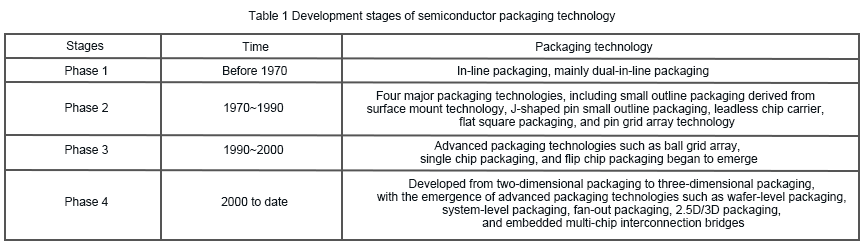
Þegar hnúðarnir í hálfleiðara lithography fer í átt að 10 nm, 7 nm, 5 nm, 3 nm og 2 nm, halda rannsóknir og þróun og framleiðslukostnaður áfram að hækka, afraksturshraðinn minnkar og lögmál Moores hægir á sér. Frá sjónarhóli iðnaðarþróunarþróunar, sem nú er takmörkuð af eðlisfræðilegum takmörkum smáraþéttleika og mikillar aukningar á framleiðslukostnaði, þróast umbúðir í átt að smæðingu, hárþéttleika, mikilli afköstum, miklum hraða, hátíðni og mikilli samþættingu. Hálfleiðaraiðnaðurinn er kominn inn á tímum eftir Moore og háþróuð ferli eru ekki lengur eingöngu lögð áhersla á framfarir á tæknihnútum fyrir oblátaframleiðslu heldur snúast smám saman að háþróaðri umbúðatækni. Háþróuð umbúðatækni getur ekki aðeins bætt virkni og aukið vöruverðmæti, heldur einnig í raun dregið úr framleiðslukostnaði, sem verður mikilvæg leið til að halda áfram lögmáli Moore. Annars vegar er kjarnaagnatæknin notuð til að skipta flóknum kerfum í nokkra umbúðatækni sem hægt er að pakka í ólíkar og ólíkar umbúðir. Á hinn bóginn er samþætta kerfistæknin notuð til að samþætta tæki úr mismunandi efnum og mannvirkjum, sem hefur einstaka hagnýta kosti. Samþætting margra aðgerða og tækja mismunandi efna er að veruleika með því að nota öreindatækni og þróunin frá samþættum hringrásum til samþættra kerfa er að veruleika.
Hálfleiðaraumbúðir eru upphafspunkturinn fyrir framleiðslu flísar og brú milli innri heims flísarinnar og ytra kerfisins. Sem stendur, auk hefðbundinna hálfleiðara umbúða og prófunar fyrirtækja, hálfleiðaraoblátasteypustöðvar, hálfleiðarahönnunarfyrirtæki og samþætt íhlutafyrirtæki eru virkir að þróa háþróaða umbúðir eða tengda lykilpökkunartækni.
Helstu ferlar hefðbundinnar umbúðatækni eruoblátaþynning, klipping, deyjabinding, vírbinding, plastþétting, rafhúðun, rifklipping og mótun osfrv. Þar á meðal er deyjabindingarferlið eitt flóknasta og mikilvægasta pökkunarferlið og deyjabindingarferlisbúnaðurinn er einnig einn af mikilvægasti kjarnabúnaðurinn í hálfleiðaraumbúðum og er einn af þeim umbúðabúnaði sem hefur hæsta markaðsvirðið. Þrátt fyrir að háþróuð pökkunartækni noti framhliðarferli eins og steinþrykk, ætingu, málmvæðingu og planarization, er mikilvægasta pökkunarferlið samt deyjabindingarferlið.
2 Hálfleiðara deyja tengingarferli
2.1 Yfirlit
Deyjabindingarferlið er einnig kallað flíshleðsla, kjarnahleðsla, deyjabinding, flísbindingarferli osfrv. Deyjabindingarferlið er sýnt á mynd 1. Almennt talað er deyjabinding að taka upp flísina úr oblátunni með því að nota suðuhaus sogstútur með lofttæmi og settu hann á tiltekið púðasvæði blýrammans eða pökkunarundirlagsins undir sjónrænni leiðsögn, þannig að flísin og púðinn séu tengdir og festir. Gæði og skilvirkni deyjabindingarferlisins mun hafa bein áhrif á gæði og skilvirkni síðari vírtengingar, þannig að deyjatenging er ein af lykiltækni í hálfleiðara bakendaferlinu.
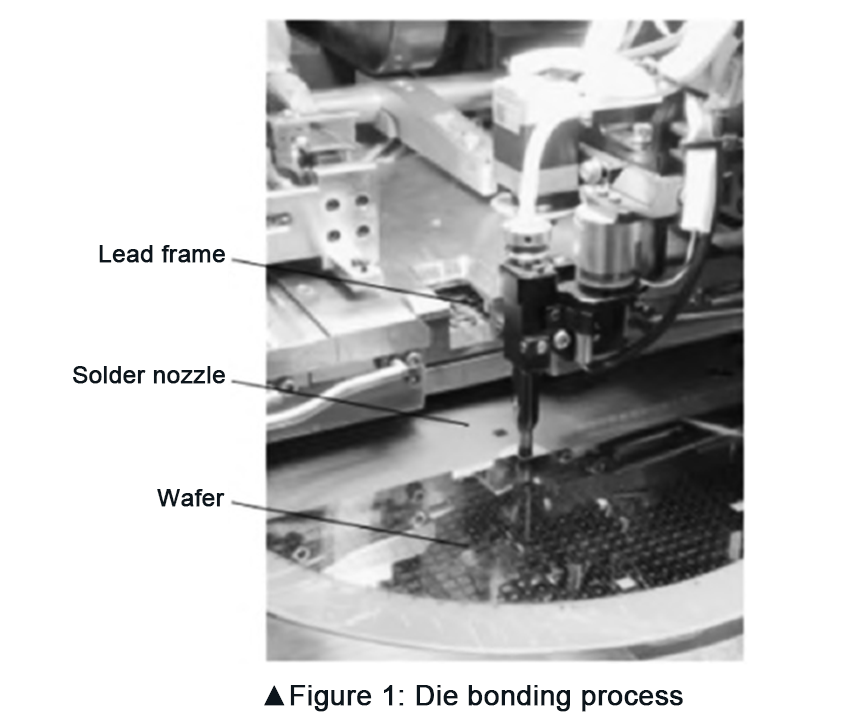
Fyrir mismunandi umbúðaferli hálfleiðara vöru eru nú sex helstu tækni við tengingu við deyja, nefnilega límbinding, eutectic tenging, mjúk lóðmálmbinding, silfurhertubinding, heitpressunartenging og flip-chip tenging. Til að ná góðri flísbindingu er nauðsynlegt að láta lykilferlisþættina í deyjabindingarferlinu vinna saman, aðallega þar með talið deyjatengiefni, hitastig, tíma, þrýsting og aðra þætti.
2. 2 Límbindingarferli
Við límtengingu þarf að setja ákveðið magn af lími á blýgrindina eða undirlag pakkans áður en flísinn er settur, og þá tekur meyjatengihausinn upp flísina og með leiðbeiningum um vélsjón er flísinn nákvæmlega settur á tenginguna. staðsetning blýrammans eða pakkninga undirlagsins sem er húðað með lími, og ákveðinn deyjatengikraftur er beitt á flísina í gegnum deyjabindingarvélarhausinn, sem myndar límlag á milli flísarinnar og blýrammans eða pakkans undirlags, til að ná þeim tilgangi að tengja, setja upp og festa flísina. Þetta deyjabindingarferli er einnig kallað límbindingarferli vegna þess að límið þarf að setja fyrir framan deyjabindingarvélina.
Algengt límefni innihalda hálfleiðara efni eins og epoxý plastefni og leiðandi silfurmauk. Límtenging er mest notaða hálfleiðara flís deyja tengingarferlið vegna þess að ferlið er tiltölulega einfalt, kostnaðurinn er lítill og hægt er að nota margs konar efni.
2.3 Eutectic tengingarferli
Við eutectic binding er eutectic binding efni almennt sett á botn flísarinnar eða blýgrindarinnar. Eutectic tengibúnaðurinn tekur upp flísina og er stýrt af vélsjónkerfi til að staðsetja flísina nákvæmlega í samsvarandi tengistöðu leiðarrammans. Flís og leiðarrammi mynda eutektískt tengingarviðmót milli flísarinnar og pakkans undirlags undir samsettri virkni hitunar og þrýstings. Eutectic tengingarferlið er oft notað í blýgrind og keramik undirlagsumbúðum.
Eutectic bindiefni er yfirleitt blandað saman af tveimur efnum við ákveðið hitastig. Algengt notuð efni eru meðal annars gull og tin, gull og sílikon, osfrv. Þegar notað er eutectic tengingarferlið mun brautarflutningseiningin þar sem blýgrindin er staðsett forhita grindina. Lykillinn að framkvæmd eutektískra tengingarferlisins er að eutektískt bindiefnið getur bráðnað við hitastig langt undir bræðslumarki efnanna tveggja til að mynda tengi. Til að koma í veg fyrir að grindin oxist meðan á eutectic tengingarferlinu stendur notar eutektíska tengingarferlið einnig oft hlífðarlofttegundir eins og vetnis- og köfnunarefnisblönduð gas til að setja inn í brautina til að vernda blýgrindina.
2. 4 Mjúkt lóðmálmtengingarferli
Þegar mjúkt lóðmálmur er tengt, áður en flísinn er settur, er tengistaðan á blýgrindinni tinnað og pressuð, eða tvöfalt tinnað, og það þarf að hita blýgrindina í brautinni. Kosturinn við mjúkt lóðmálmtengingarferlið er góð hitaleiðni og ókosturinn er sá að auðvelt er að oxa það og ferlið er tiltölulega flókið. Það er hentugur fyrir blýramma umbúðir afltækja, svo sem smára útlínupökkun.
2. 5 Silfur sintunartengingarferli
Efnilegasta tengingarferlið fyrir núverandi þriðju kynslóðar aflhálfleiðaraflís er notkun málmagna sintunartækni, sem blandar fjölliðum eins og epoxýplastefni sem ber ábyrgð á tengingu í leiðandi límið. Það hefur framúrskarandi rafleiðni, hitaleiðni og þjónustueiginleika við háan hita. Það er einnig lykiltækni fyrir frekari bylting í þriðju kynslóðar hálfleiðaraumbúðum á undanförnum árum.
2.6 Hitaþjöppunartengingarferli
Í umbúðanotkun afkastamikilla þrívíddar samþættra hringrása, vegna stöðugrar minnkunar á flís samtengja inntak/úttakshæð, höggstærð og tónhæð, hefur hálfleiðarafyrirtækið Intel hleypt af stokkunum hitaþjöppunartengingarferli fyrir háþróaða tengingar með litlum hæðum, tengja smá höggflísar með 40 til 50 μm eða jafnvel 10 μm. Hitaþjöppunartengingarferlið er hentugur fyrir flís-til-skífu og flís-til-undirlag. Sem hraðvirkt fjölþrepa ferli stendur hitaþjöppunartengingarferlið frammi fyrir áskorunum í ferlistýringarvandamálum, svo sem ójafnt hitastig og óviðráðanlega bráðnun á litlu magni lóðmálms. Við hitaþjöppunartengingu verða hitastig, þrýstingur, staðsetning o.s.frv. að uppfylla nákvæmar stjórnunarkröfur.
2.7 Flip flís tengiferli
Meginreglan um flip flís tengiferli er sýnd á mynd 2. Flip vélbúnaðurinn tekur upp flísina úr oblátunni og snýr henni 180° til að flytja flísina. Lóðahausstúturinn tekur flísina upp úr flipbúnaðinum og höggstefna flísarinnar er niður á við. Eftir að suðuhausstúturinn færist efst á pökkunarundirlaginu færist hann niður til að binda og festa flísina á pökkunarundirlaginu.
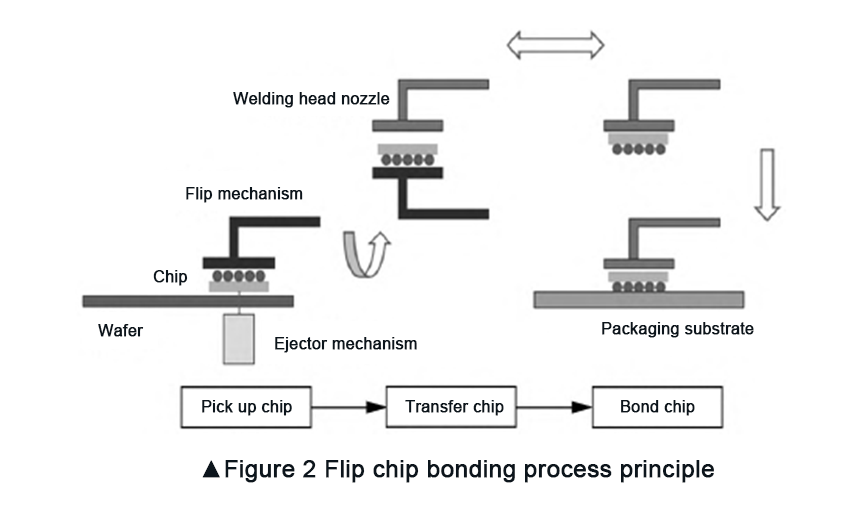
Flip flís umbúðir eru háþróuð flís samtengingartækni og hefur orðið aðalþróunarstefna háþróaðrar umbúðatækni. Það hefur einkenni mikillar þéttleika, afkastamikilla, þunnt og stutts, og getur uppfyllt þróunarkröfur rafeindavara eins og snjallsíma og spjaldtölva. Flip flís tengingarferlið gerir umbúðakostnað lægri og getur gert sér grein fyrir staflaðum flísum og þrívíddar umbúðum. Það er mikið notað á sviðum umbúðatækni eins og 2.5D / 3D samþættum umbúðum, umbúðum á oblátastigi og umbúðum á kerfisstigi. Flip flís tengingarferlið er mest notaða og mest notaða fastmótunarferlið í háþróaðri umbúðatækni.
Pósttími: 18. nóvember 2024