Eitt yfirlit
Í samþætta hringrásarframleiðsluferlinu er ljóslithography kjarnaferlið sem ákvarðar samþættingarstig samþættra hringrása. Hlutverk þessa ferlis er að senda og flytja grafískar hringrásarupplýsingar af trúmennsku frá grímunni (einnig kölluð gríman) yfir á undirlag hálfleiðara efnisins.
Grundvallarreglan í ljóslitafræðiferlinu er að nýta ljósefnafræðilega viðbrögð ljósþolsins sem er húðuð á yfirborði undirlagsins til að skrá hringrásarmynstrið á grímunni og ná þannig þeim tilgangi að flytja samþætta hringrásarmynstrið frá hönnuninni yfir í undirlagið.
Grunnferli ljóslitafræði
Í fyrsta lagi er photoresist borið á yfirborð undirlagsins með því að nota húðunarvél;
Síðan er ljóslitavél notuð til að afhjúpa undirlagið sem er húðað með photoresist, og ljósefnafræðileg viðbragðsbúnaður er notaður til að skrá upplýsingar um grímumynstur sem sendar eru af ljóslitavélinni, og klárar tryggðarsendinguna, flutning og afritun grímumynstrsins á undirlagið;
Að lokum er framkallari notaður til að þróa óvarið undirlagið til að fjarlægja (eða halda) ljósþolnum sem verður fyrir ljósefnafræðilegri viðbrögðum eftir lýsingu.
Annað ljóslitaferli
Til þess að flytja hönnuð hringrásarmynstrið á grímunni yfir á kísilskúffuna verður flutningurinn fyrst að nást með lýsingarferli og síðan verður kísilmynstrið að fást með ætingarferli.
Þar sem lýsingin á ljóslitaferlissvæðinu notar gulan ljósgjafa sem ljósnæm efni eru ónæm fyrir, er það einnig kallað gula ljóssvæðið.
Ljósmyndafræði var fyrst notuð í prentiðnaðinum og var helsta tæknin fyrir snemma PCB framleiðslu. Síðan 1950 hefur ljóslitafræði smám saman orðið almenn tækni fyrir mynsturflutning í IC-framleiðslu.
Helstu vísbendingar um steinþrykkferli eru upplausn, næmi, nákvæmni yfirlagnar, gallahlutfall osfrv.
Mikilvægasta efnið í ljóslitafræðiferlinu er ljósþolið, sem er ljósnæmt efni. Þar sem næmni ljósþolsins fer eftir bylgjulengd ljósgjafans, þarf mismunandi ljósviðnámsefni fyrir ljósþynningarferli eins og g/i línu, 248nm KrF og 193nm ArF.
Meginferlið í dæmigerðu ljóslitaferli inniheldur fimm skref
:
-Undirbúningur grunnfilmu;
-Settu á photoresist og mjúkt baka;
-Jöfnun, útsetning og bakstur eftir útsetningu;
-Þróa harða filmu;
-Þroskagreining.
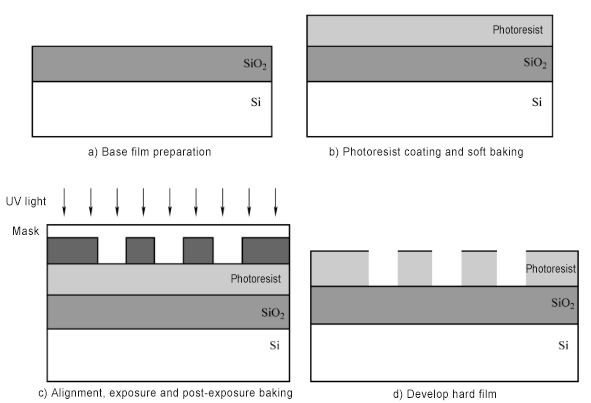
(1)Undirbúningur grunnfilmu: aðallega þrif og þurrkun. Vegna þess að hvers kyns aðskotaefni munu veikja viðloðunina á milli ljósþolsins og skífunnar, getur ítarleg hreinsun bætt viðloðunina á milli skífunnar og ljósþolsins.
(2)Photoresist húðun: Þetta er náð með því að snúa sílikonskífunni. Mismunandi ljósþolnar krefjast mismunandi lagunarferilsbreytur, þar á meðal snúningshraða, ljósþolsþykkt og hitastig.
Mjúk bakstur: Bakstur getur bætt viðloðunina á milli ljósþolsins og sílikonskífunnar, sem og einsleitni þykkt ljósþolsins, sem er gagnlegt fyrir nákvæma stjórn á rúmfræðilegum stærðum síðari ætingarferlisins.
(3)Jöfnun og útsetning: Jöfnun og útsetning eru mikilvægustu skrefin í ljóslitafræðiferlinu. Þeir vísa til þess að samræma grímumynstrið við núverandi mynstur á oblátunni (eða framlagsmynstrinu) og síðan geisla það með sérstöku ljósi. Ljósorkan virkjar ljósnæmu þættina í ljósþolnum og flytur þar með grímumynstrið yfir á ljósþolið.
Búnaðurinn sem notaður er til að stilla og birta er ljóslitavél, sem er dýrasta einstaka vinnslubúnaðurinn í öllu samþætta hringrásarframleiðsluferlinu. Tæknilega stig ljóslitavélarinnar táknar framfarastig allrar framleiðslulínunnar.
Bakstur eftir lýsingu: vísar til stutts bökunarferlis eftir lýsingu, sem hefur önnur áhrif en í djúpum útfjólubláum ljósum og hefðbundnum i-line ljósum.
Fyrir djúpa útfjólubláa ljósþol, fjarlægir bakstur eftir lýsingu hlífðarhlutana í ljósþolnum, gerir ljósþolnum kleift að leysast upp í framkallanum, svo bakstur eftir lýsingu er nauðsynlegur;
Fyrir hefðbundna i-line photoresist getur bakstur eftir lýsingu bætt viðloðun ljósþolsins og dregið úr standbylgjum (standandi bylgjur hafa skaðleg áhrif á brún formgerð ljósþolsins).
(4)Þróun harðmyndarinnar: Notaðu framkallara til að leysa upp leysanlega hluta ljósþolsins (jákvæða ljósþolinn) eftir lýsingu og sýndu grímumynstrið nákvæmlega með ljósþolsmynstrinu.
Lykilbreytur þróunarferlisins eru meðal annars þróunarhitastig og tími, skammtur og styrkur framkalla, hreinsun o.s.frv. Með því að stilla viðeigandi færibreytur í framþróuninni er hægt að auka muninn á upplausnarhraða milli útsettra og ólýstra hluta ljósþolsins, þar með að ná tilætluðum þróunaráhrifum.
Herðing er einnig þekkt sem herðandi bakstur, sem er ferlið við að fjarlægja eftirstandandi leysi, framkallaefni, vatn og aðra óþarfa leifar í þróuðu ljósþolnu með því að hita og gufa upp, til að bæta viðloðun ljósþolsins við sílikon undirlagið og ætingarþol ljósþolsins.
Hitastig herðingarferlisins er mismunandi eftir mismunandi ljósþolnum og herðingaraðferðum. Forsendan er sú að ljósþolsmynstrið afmyndist ekki og ætti að gera ljósþolið nógu harða.
(5)Þróunarskoðun: Þetta er til að athuga hvort galla sé í photoresist mynstrinu eftir þróun. Venjulega er myndgreiningartækni notuð til að skanna flísamynstrið sjálfkrafa eftir þróun og bera það saman við fyrirfram geymt gallalaust staðalmynstur. Ef einhver munur finnst er hann talinn vera gallaður.
Ef fjöldi galla fer yfir ákveðið gildi er kísilskúffan dæmd til að hafa fallið á þróunarprófinu og má sleppa henni eða endurvinna eftir því sem við á.
Í samþætta hringrásarframleiðsluferlinu eru flest ferli óafturkræf og ljóslitafræði er eitt af örfáum ferlum sem hægt er að endurvinna.
Þrír ljósmyndagrímur og ljósþolsefni
3.1 Ljósmyndamaska
Ljósmyndagrímur, einnig þekktur sem ljóslitagríma, er meistari sem notaður er í ljóslitafræðiferlinu við framleiðslu á samþættri hringrásarþynnu.
Framleiðsluferlið ljósgrímu er að umbreyta upprunalegu útlitsgögnunum sem krafist er fyrir skúffuframleiðslu sem hannað er af samþættum hringrásarhönnunarverkfræðingum í gagnasnið sem hægt er að þekkja af leysimynstursmiðlum eða rafeindageislaútsetningarbúnaði í gegnum grímugagnavinnslu, þannig að hægt sé að afhjúpa þau með ofangreindan búnað á undirlagsefni ljósmyndagrímunnar sem er húðað með ljósnæmu efni; síðan er það unnið í gegnum röð ferla eins og þróun og ætingu til að festa mynstrið á undirlagsefnið; að lokum er það skoðað, gert við, hreinsað og filmuhúðað til að mynda grímuvöru og afhent samþætta hringrásarframleiðandanum til notkunar.
3.2 Ljósþol
Photoresist, einnig þekkt sem photoresist, er ljósnæmt efni. Ljósnæmu efnisþættirnir í því munu verða fyrir efnafræðilegum breytingum undir geislun ljóss og valda þar með breytingum á upplausnarhraða. Meginhlutverk þess er að flytja mynstrið á grímunni yfir á undirlag eins og oblátu.
Vinnuregla photoresist: Í fyrsta lagi er photoresist húðað á undirlagið og forbakað til að fjarlægja leysiefnið;
Í öðru lagi er gríman útsett fyrir ljósi sem veldur því að ljósnæmu þættirnir í þeim hluta sem verða fyrir áhrifum verða fyrir efnahvörfum;
Síðan er bakað eftir útsetningu;
Að lokum er ljósþolið leyst upp að hluta í gegnum þróun (fyrir jákvæða ljósþolið er útsetta svæðið leyst upp; fyrir neikvæða ljósþolið er ólýsta svæðið leyst upp), þar með áttar sig á flutningi samþætta hringrásarmynstrsins frá grímunni yfir á undirlagið.
Íhlutir ljósþols innihalda aðallega filmumyndandi plastefni, ljósnæma íhluti, snefilefni og leysiefni.
Meðal þeirra er filmumyndandi plastefnið notað til að veita vélrænni eiginleika og ætingarþol; ljósnæmi íhluturinn verður fyrir efnafræðilegum breytingum undir ljósi, sem veldur breytingum á upplausnarhraða;
Spolaaukefni innihalda litarefni, seigjuaukandi efni osfrv., Sem eru notuð til að bæta frammistöðu ljósþols; leysiefni eru notuð til að leysa upp efnisþættina og blanda þeim jafnt.
Ljósviðnámið sem nú er í mikilli notkun má skipta í hefðbundna ljósviðnám og efnafræðilega magnaða ljósviðnám samkvæmt ljósefnafræðilegum viðbragðsbúnaði, og einnig er hægt að skipta þeim í útfjólubláa, djúpa útfjólubláa, öfga útfjólubláa, rafeindageisla, jóngeisla og röntgengeislaljósviðnám samkvæmt ljósnæmi bylgjulengd.
Fjórir ljósþekjutæki
Ljósmyndatækni hefur gengið í gegnum þróunarferli snerti-/nálægðarsteinafræði, sjónvörpun steinþrykk, skref-og-endurtaka steinþrykk, skönnun steinþrykk, dýfingarlithography og EUV steinþrykk.
4.1 Tengiliðs-/nálægðarlithography Machine
Snertisteinatækni kom fram á sjöunda áratugnum og var mikið notuð á áttunda áratugnum. Það var aðal lithography aðferðin á tímum samþættra hringrása í litlum mæli og var aðallega notuð til að framleiða samþættar hringrásir með stærðir stærri en 5μm.
Í snerti-/nálægðarlitógrafíuvél er diskurinn venjulega settur á handstýrða lárétta stöðu og snúningsvinnuborð. Rekstraraðili notar staka sviðssmásjá til að fylgjast samtímis með staðsetningu grímunnar og oblátunnar og stjórnar stöðu vinnuborðsins handvirkt til að samræma grímuna og oblátuna. Eftir að diskurinn og gríman hafa verið stillt saman, verður þeim tveimur þrýst saman þannig að gríman sé í beinni snertingu við ljósþolinn á yfirborði disksins.
Eftir að smásjárhlutfallið hefur verið fjarlægt eru pressuðu oblátuna og gríman færð á lýsingarborðið til að koma í ljós. Ljósið sem kvikasilfurslampinn gefur frá sér er samsett og samsíða grímunni í gegnum linsu. Þar sem gríman er í beinni snertingu við photoresist lagið á oblátunni, er grímamynstrið flutt yfir á photoresist lagið í hlutfallinu 1:1 eftir lýsingu.
Tengiliður steinþrykkjabúnaður er einfaldasti og hagkvæmasti sjónlitagrafíkbúnaðurinn og getur náð útsetningu fyrir grafík undir míkróna stærð, þannig að hann er enn notaður í framleiðslu á litlum lotum og rannsóknum á rannsóknarstofum. Í stórfelldri framleiðslu á samþættum hringrásum var nálægðarlithography tækni kynnt til að forðast aukningu á steinþrykkjakostnaði sem stafar af beinni snertingu milli grímunnar og oblátunnar.
Nálægðarlitógrafía var mikið notað á áttunda áratugnum á tímum samþættra rafrása í litlum mæli og snemma á meðalstórum samþættum hringrásum. Ólíkt snertilithography er gríman í nálægð lithography ekki í beinni snertingu við photoresist á oblátunni, en skarð fyllt með köfnunarefni er eftir. Gríman flýtur á köfnunarefninu og stærð bilsins á milli grímunnar og skífunnar ræðst af niturþrýstingnum.
Þar sem engin bein snerting er á milli skífunnar og grímunnar í nálægðarlitógrafíu, minnkar gallarnir sem koma fram við steinþrykkjaferlið og dregur þannig úr tapi grímunnar og bætir afrakstur skífunnar. Í nálægðarlithography, bilið milli oblátunnar og grímunnar setur oblátið í Fresnel diffraction svæði. Tilvist diffraction takmarkar frekari umbætur á upplausn nálægðar lithography búnaðar, þannig að þessi tækni er aðallega hentugur fyrir framleiðslu á samþættum hringrásum með lögunarstærðir yfir 3μm.
4.2 Skref og endurtekning
Stepparinn er einn mikilvægasti búnaður í sögu obláta steinþrykksins, sem hefur stuðlað að undirmíkróna steinþrykkjaferlinu í fjöldaframleiðslu. Stígvélin notar dæmigert kyrrstætt lýsingarsvið sem er 22 mm × 22 mm og sjónvörpunarlinsu með minnkunarhlutfallinu 5:1 eða 4:1 til að flytja mynstrið á grímunni yfir á oblátuna.
Skref-og-endurtaka steinþrykkjavélin er almennt samsett úr lýsingarundirkerfi, undirkerfi vinnustykkisstigs, undirkerfi grímustigs, undirkerfi fókus/jöfnunar, jöfnunar undirkerfi, aðalramma undirkerfi, oblátuflutnings undirkerfi, grímuflutnings undirkerfi , rafrænt undirkerfi og hugbúnaðarundirkerfi.
Dæmigert vinnuferli þrepa-og-endurtaka steinþrykkja er sem hér segir:
Í fyrsta lagi er skífan sem er húðuð með photoresist flutt yfir á vinnustykkisborðið með því að nota oblátaflutnings undirkerfið og gríman sem á að afhjúpa er flutt á grímuborðið með því að nota grímuflutnings undirkerfið;
Síðan notar kerfið fókus/jöfnunar undirkerfið til að framkvæma fjölpunkta hæðarmælingu á skífunni á vinnustykkisstigi til að fá upplýsingar eins og hæð og hallahorn yfirborðs skífunnar sem á að afhjúpa, þannig að lýsingarsvæði alltaf er hægt að stjórna skífunni innan brennivíddar vörpunarmarkmiðsins meðan á lýsingu stendur;Í kjölfarið notar kerfið jöfnunarundirkerfið til að samræma grímuna og oblátuna þannig að á meðan á lýsingarferlinu stendur er staðsetningarnákvæmni grímumyndarinnar og flutnings oblátamynsturs alltaf innan yfirlagskröfunnar.
Að lokum er skref-og-útsetningu aðgerða á öllu skífuyfirborðinu lokið í samræmi við tilskilda leið til að átta sig á mynsturflutningsaðgerðinni.
Næsta stepper og skanna steinþrykk vélin byggir á ofangreindu grunnvinnuferli, bætir þrepa → lýsingu á skönnun → lýsingu og fókus/jöfnun → jöfnun → lýsingu á tvíþrepa líkaninu við mælingu (fókus/jöfnun → jöfnun) og skönnun útsetning samhliða.
Í samanburði við skref-og-skanna steinþrykkjavélina, þarf skref-og-endurtaka steinþrykkjavélin ekki að ná fram samstilltri öfuga skönnun á grímunni og oblátunni og krefst ekki skönnunargrímuborðs og samstillt skönnunarstýringarkerfis. Þess vegna er uppbyggingin tiltölulega einföld, kostnaðurinn er tiltölulega lágur og aðgerðin er áreiðanleg.
Eftir að IC tæknin fór inn í 0,25μm byrjaði notkun skref-og-endurtaka steinþrykkja að minnka vegna kosta skrefa-og-skanna steinþrykksins við skönnun lýsingarsviðs og einsleitni lýsingar. Eins og er, hefur nýjasta skref-og-endurtaka steinþrykkjan frá Nikon kyrrstætt sjónsvið lýsingar sem er jafn stórt og skref-og-skanna steinþrykkið og getur unnið meira en 200 oblátur á klukkustund, með mjög mikilli framleiðslu skilvirkni. Þessi tegund steinþrykksvélar er nú aðallega notuð til framleiðslu á IC-lögum sem ekki eru mikilvæg.
4.3 Steppaskanni
Notkun skref-og-skanna steinþrykks hófst á tíunda áratugnum. Með því að stilla mismunandi lýsingarljósgjafa getur skref-og-skanna tækni stutt mismunandi vinnslutæknihnúta, allt frá 365nm, 248nm, 193nm dýfingu til EUV steinþrykk. Ólíkt þrepa-og-endurtaka lithography, einsviða útsetning skref-og-skanna lithography samþykkir kraftmikla skönnun, það er, grímuplatan lýkur skönnunarhreyfingunni samstillt miðað við oblátuna; eftir að núverandi sviðslýsingu er lokið, er oblátið borið af vinnustykkisstigi og stigið í næstu skönnunarsviðsstöðu og endurtekin lýsing heldur áfram; endurtaktu skref-og-skanna útsetninguna mörgum sinnum þar til öll svið allrar oblátunnar eru afhjúpuð.
Með því að stilla mismunandi gerðir ljósgjafa (eins og i-line, KrF, ArF) getur stepper-skannarinn stutt næstum alla tæknihnúta hálfleiðara framenda ferlisins. Dæmigert sílikon-undirstaða CMOS ferli hafa tekið upp stepper-skanna í miklu magni frá 0,18μm hnútnum; öfga útfjólubláu (EUV) lithography vélarnar sem nú eru notaðar í vinnsluhnútum undir 7nm nota einnig stepper-skönnun. Eftir aðlögunarbreytingar að hluta getur stepper-skannarinn einnig stutt við rannsóknir og þróun og framleiðslu margra ferla sem ekki eru byggðir á kísli eins og MEMS, rafmagnstækjum og RF tækjum.
Helstu framleiðendur þrepa-og-skanna vörpun steinþrykkja eru ASML (Holland), Nikon (Japan), Canon (Japan) og SMEE (Kína). ASML hleypti af stokkunum TWINSCAN röð af þrepa-og-skanna steinþrykkjavélum árið 2001. Hún tekur upp tvíþrepa kerfisarkitektúr, sem getur í raun bætt framleiðsluhraða búnaðarins og hefur orðið mest notaða háþróaða steinþrykkjavélin.
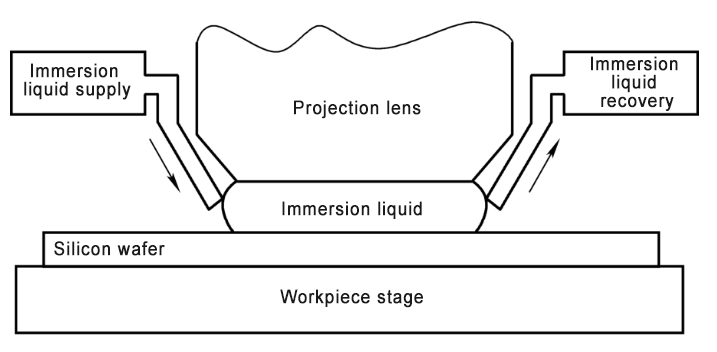
4.4 Immersion Lithography
Það má sjá af Rayleigh formúlunni að þegar lýsingarbylgjulengd helst óbreytt er áhrifarík leið til að bæta myndupplausnina enn frekar að auka tölulega ljósop myndkerfisins. Fyrir myndupplausn undir 45 nm og hærri getur ArF þurr lýsingaraðferðin ekki lengur uppfyllt kröfurnar (vegna þess að hún styður hámarks myndupplausn 65 nm), svo það er nauðsynlegt að innleiða dýfingarlitógrafíuaðferð. Í hefðbundinni steinþrykktækni er miðillinn á milli linsunnar og ljósþolsins loft, en dýfingarlithography tækni kemur í stað loftmiðilsins fyrir vökva (venjulega ofurhreint vatn með brotstuðul 1,44).
Reyndar notar dýfingarlithography tækni styttingu bylgjulengdar ljósgjafans eftir að ljós fer í gegnum fljótandi miðilinn til að bæta upplausnina og styttingarhlutfallið er brotstuðull fljótandi miðilsins. Þrátt fyrir að dýfingarlithgrafivélin sé tegund af þrepa-og-skanna steinþrykkvél og búnaðarkerfislausn hennar hafi ekki breyst, þá er hún breyting og stækkun á ArF skref-og-skanna steinþrykkjavél vegna kynningar á lykiltækni sem tengist til dýfingar.
Kosturinn við immersion lithography er að, vegna aukningar á tölulegu ljósopi kerfisins, er myndupplausnargeta stepper-scanner lithography vélarinnar bætt, sem getur uppfyllt ferli kröfur um myndupplausn undir 45nm.
Þar sem dýfingarlithography vélin notar enn ArF ljósgjafa, er samfellan í ferlinu tryggð, sem sparar R&D kostnað við ljósgjafa, búnað og ferli. Á þessum grundvelli, ásamt margfaldri grafík og reiknilitógrafíutækni, er hægt að nota dýfingarlitógrafíuvélina við vinnsluhnúta 22nm og neðan. Áður en EUV steinþrykkjavélin var formlega tekin í fjöldaframleiðslu, hafði dýfingarlitagrafarvélin verið mikið notuð og gæti uppfyllt ferlikröfur 7nm hnútsins. Hins vegar, vegna tilkomu dýfingarvökva, hafa verkfræðilegir erfiðleikar búnaðarins sjálfs aukist verulega.
Lykiltækni þess felur í sér tækni fyrir dýfingarvökva og endurheimt, viðhaldstækni fyrir vökvasviði, mengunar- og gallastjórnunartækni, þróun og viðhald á ofurstórum tölulegum ljósopi ídýfingarlinsum og gæðagreiningartækni fyrir myndgreiningu við dýfingaraðstæður.
Eins og er eru ArFi skref-og-skanna steinþrykkjavélar aðallega veittar af tveimur fyrirtækjum, nefnilega ASML frá Hollandi og Nikon í Japan. Meðal þeirra er verð á einum ASML NXT1980 Di um 80 milljónir evra.
4.5 Extreme Ultraviolet Lithography Machine
Til þess að bæta upplausn ljóslitafræðinnar er lýsingarbylgjulengdin stytt enn frekar eftir að excimer ljósgjafinn hefur verið tekinn upp og öfgafullt útfjólublátt ljós með bylgjulengd 10 til 14 nm er kynnt sem lýsingarljósgjafi. Bylgjulengd mjög útfjólublás ljóss er afar stutt og endurskinsljóskerfið sem hægt er að nota er venjulega samsett úr fjöllaga filmureflekturum eins og Mo/Si eða Mo/Be.
Meðal þeirra er fræðilegt hámarks endurspeglun Mo/Si fjöllaga filmu á bylgjulengdarbilinu 13,0 til 13,5nm um 70% og fræðilegt hámarks endurspeglun Mo/Be marglaga filmu við styttri bylgjulengd 11,1nm er um 80%. Þrátt fyrir að endurspeglunargeta Mo/Be marglaga filmureflektora sé meiri, er Be mjög eitrað, þannig að hætt var við rannsóknir á slíkum efnum við þróun EUV steinþrykkstækni.Núverandi EUV steinþrykk tækni notar Mo/Si fjöllaga filmu og lýsingarbylgjulengd hennar er einnig ákveðin í að vera 13,5nm.
Almennur öfga útfjólublá ljósgjafi notar leysiframleidda plasma (LPP) tækni, sem notar hástyrk leysir til að örva heitbráðan Sn plasma til að gefa frá sér ljós. Í langan tíma hefur kraftur og aðgengi ljósgjafans verið flöskuhálsarnir sem takmarka skilvirkni EUV steinþrykksvéla. Með master oscillator kraftmagnaranum, forspárplasma (PP) tækni og speglahreinsitækni á staðnum hefur kraftur og stöðugleiki EUV ljósgjafa verið bættur til muna.
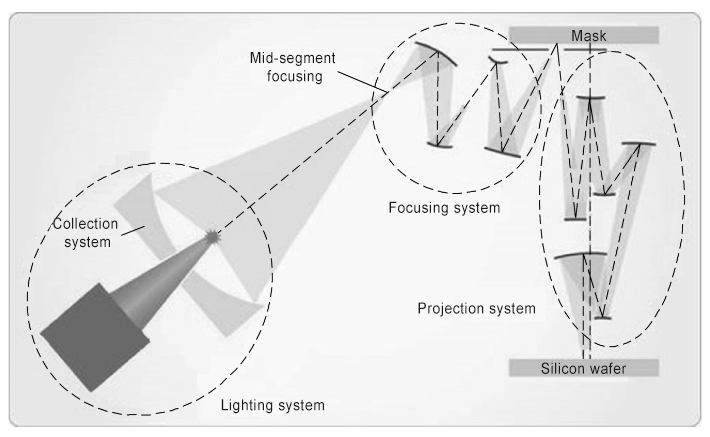
EUV steinþrykkjavélin er aðallega samsett úr undirkerfum eins og ljósgjafa, lýsingu, hlutlinsu, vinnustykkisstigi, grímustigi, oblátustillingu, fókus/jafnréttingu, grímusendingu, oblátusendingu og tómarúmsgrind. Eftir að hafa farið í gegnum ljósakerfið sem samanstendur af marglaga húðuðum endurskinsmerkjum er öfgafullt útfjólubláa ljósið geislað á endurskinsgrímuna. Ljósið sem endurkastast af grímunni fer inn í sjónræn heildarendurkastsmyndakerfi sem samanstendur af röð endurskinsmerkja og að lokum er endurspeglað mynd grímunnar varpað á yfirborð skúffunnar í lofttæmi.
Lýsingarsviðið og myndsjónsvið EUV steinþrykksvélarinnar eru bæði bogalaga og skref-fyrir-skref skönnunaraðferð er notuð til að ná fullri útsetningu fyrir skúffu til að bæta framleiðsluhraða. Fullkomnasta NXE röð EUV steinprentunarvél ASML notar ljósgjafa með bylgjulengd 13,5nm, endurskinsmaska (6° skáfall), 4x minnkun endurskins vörpun hlutlæga kerfi með 6 spegla uppbyggingu (NA=0,33), a 26 mm × 33 mm skönnunarsjónsvið og lofttæmisumhverfi.
Samanborið við dýfingarlitógrafíuvélar hefur staka lýsingarupplausn EUV steinþrykkjavéla sem nota öfgafulla útfjólubláa ljósgjafa verið bætt til muna, sem getur í raun komið í veg fyrir flókið ferli sem þarf til að mynda háupplausn grafík. Sem stendur nær einlýsingaupplausn NXE 3400B steinþrykkjavélarinnar með 0,33 töluopi 13nm og úttakshraðinn nær 125 stykki/klst.
Til að mæta þörfum frekari útvíkkunar á lögmáli Moore, munu í framtíðinni EUV steinþrykkvélar með 0,5 talopi taka upp vörpun markmiðskerfi með miðlægri ljósblokkun, sem notar ósamhverfa stækkun upp á 0,25 sinnum/0,125 sinnum, og Sjónsvið skönnunar verður minnkað úr 26m × 33mm í 26mm × 16,5mm, og upplausnin fyrir staka lýsingu getur ná undir 8nm.
—————————————————————————————————————————————————— ———————————
Semicera getur veittgrafít hlutar, mjúkur/stífur flókur, kísilkarbíð hlutar, CVD kísilkarbíð hlutar, ogSiC/TaC húðaðir hlutarmeð fullu hálfleiðaraferli á 30 dögum.
Ef þú hefur áhuga á ofangreindum hálfleiðaravörum,vinsamlegast ekki hika við að hafa samband við okkur í fyrsta skipti.
Sími: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Birtingartími: 31. ágúst 2024