Jónaígræðsla er aðferð til að bæta ákveðnu magni og gerð óhreininda í hálfleiðara efni til að breyta rafeiginleikum þeirra. Magn og dreifingu óhreininda er hægt að stjórna nákvæmlega.
1. hluti
Af hverju að nota jónaígræðsluferli
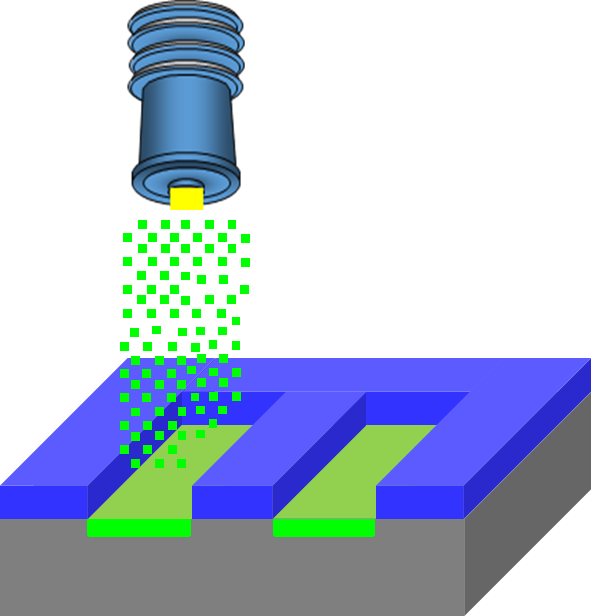
Í framleiðslu á orku hálfleiðara tæki, P/N svæði lyfjanotkun hefðbundinnakísildiskarhægt að ná með dreifingu. Hins vegar er dreifingarfasti óhreinindaatóma íkísilkarbíðer afar lágt, svo það er óraunhæft að ná fram sértækri lyfjagjöf með dreifingarferli, eins og sýnt er á mynd 1. Á hinn bóginn eru hitaskilyrði jónaígræðslu lægri en við dreifingarferli og sveigjanlegri og nákvæmari lyfjadreifing getur myndast.
Mynd 1 Samanburður á dreifingu og jónaígræðslu lyfjatækni í kísilkarbíðefnum
Part 2
Hvernig á að nákísilkarbíðjónaígræðsla
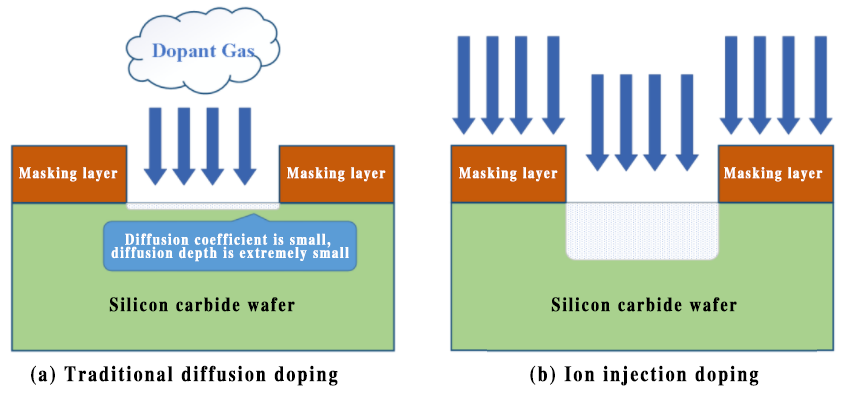
Dæmigerður háorku jónaígræðslubúnaðurinn sem notaður er í framleiðsluferli kísilkarbíðs samanstendur aðallega af jónagjafa, plasma, ásogshlutum, greiningarsegulum, jónabjálkum, hröðunarrörum, vinnsluhólfum og skannadiskum, eins og sýnt er á mynd 2.
Mynd 2 Skýringarmynd af kísilkarbíð háorku jónaígræðslubúnaði
(Heimild: „Hálfleiðaraframleiðslutækni“)
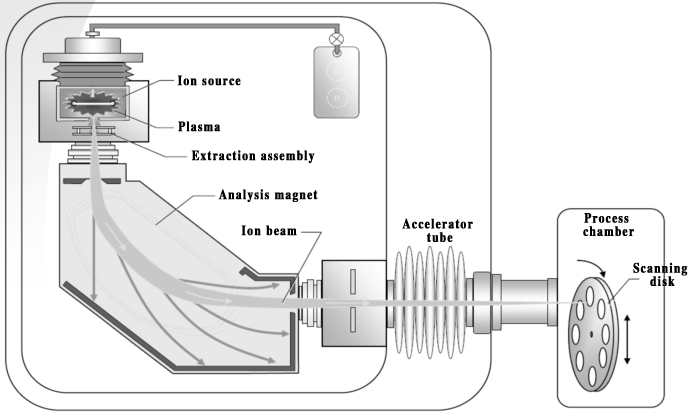
SiC jónaígræðsla fer venjulega fram við háan hita, sem getur lágmarkað skemmdir á kristalgrindunum af völdum jónasprengingar. Fyrir4H-SiC oblátur, framleiðsla á svæðum af N-gerð er venjulega náð með því að ígræða nitur- og fosfórjónir og framleiðslu áP-gerðsvæði er venjulega náð með því að ígræða áljónir og bórjónir.
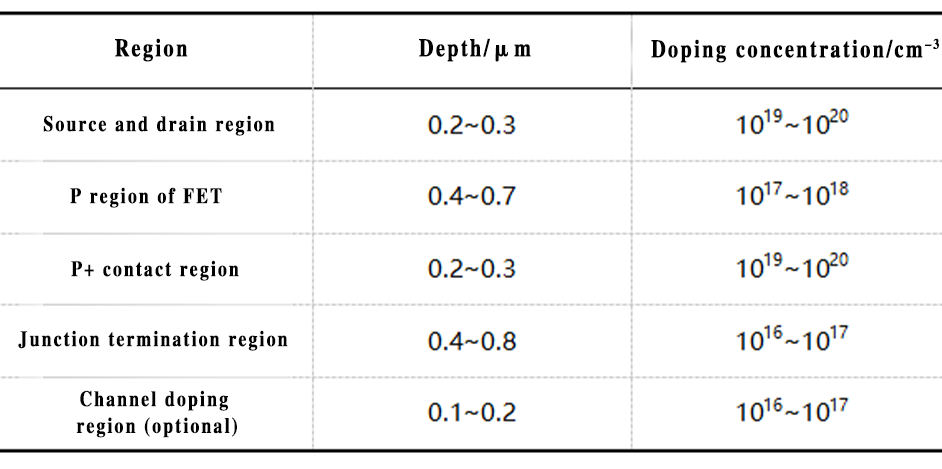
Tafla 1. Dæmi um sértæka lyfjanotkun í framleiðslu SiC tækja
(Heimild: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
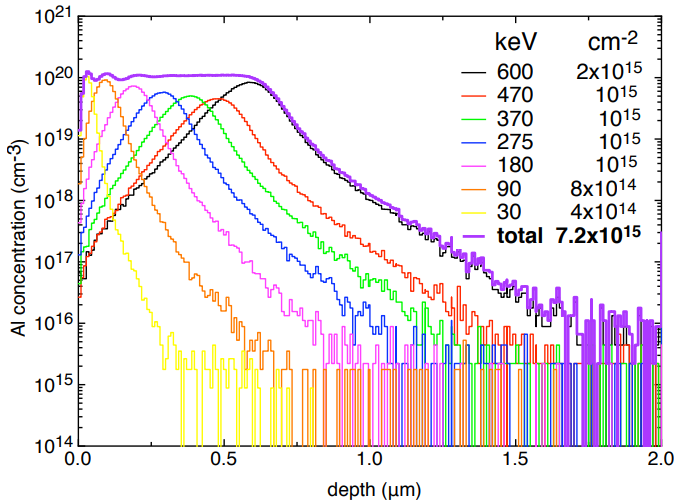
Mynd 3 Samanburður á fjölþrepa orkujónaígræðslu og dreifingu styrks styrks á yfirborði skífunnar
(Heimild: G.Lulli, Introduction To Ion Implantation)
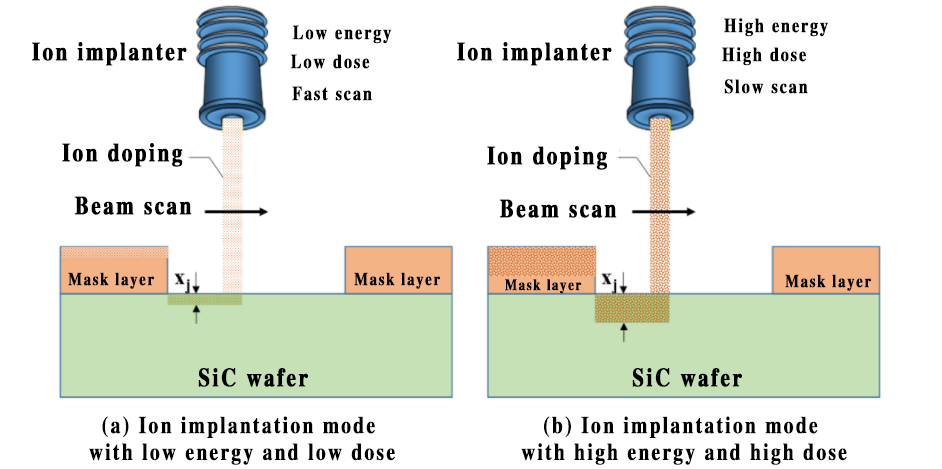
Til þess að ná einsleitri lyfjaþéttni á jónaígræðslusvæðinu nota verkfræðingar venjulega fjölþrepa jónaígræðslu til að stilla heildarstyrkardreifingu ígræðslusvæðisins (eins og sýnt er á mynd 3); í raunverulegu framleiðsluferlinu, með því að stilla ígræðsluorku og ígræðsluskammt jónaígræðslutækisins, er hægt að stjórna lyfjaþéttni og lyfjadýpt jónaígræðslusvæðisins, eins og sýnt er á mynd 4. (a) og (b); jónaígræðslan framkvæmir samræmda jónaígræðslu á yfirborði skífunnar með því að skanna yfirborð skúffunnar mörgum sinnum meðan á notkun stendur, eins og sýnt er á mynd 4. (c).
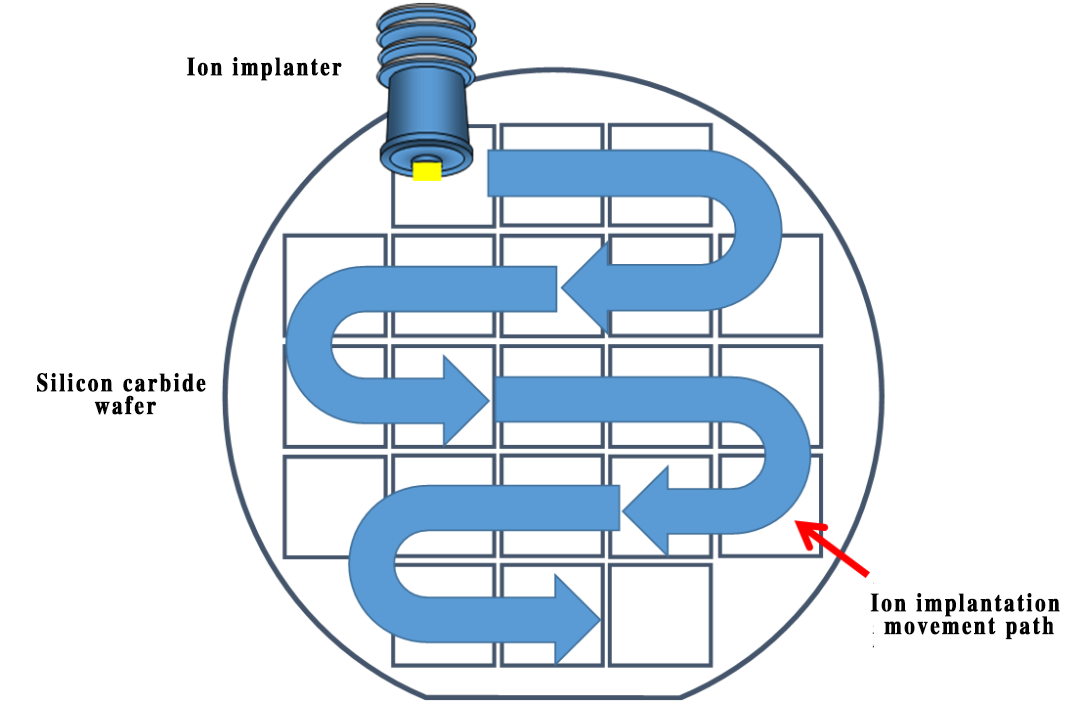
(c) Hreyfingarferill jónaígræðslutækisins meðan á jónaígræðslu stendur
Mynd 4 Meðan á jónaígræðsluferlinu stendur er styrk óhreininda og dýpt stjórnað með því að stilla orku og skammt jónaígræðslunnar.
III
Virkjunarglæðingarferli fyrir kísilkarbíðjónaígræðslu
Styrkur, dreifingarsvæði, virkjunarhraði, gallar í líkamanum og á yfirborði jónaígræðslunnar eru helstu breytur jónaígræðsluferlisins. Það eru margir þættir sem hafa áhrif á niðurstöður þessara breytu, þar á meðal ígræðsluskammtur, orka, kristalstilling efnisins, ígræðsluhitastig, glæðingarhitastig, glæðingartími, umhverfi o.s.frv. Ólíkt kísiljónaígræðslu er enn erfitt að jóna algjörlega. óhreinindi kísilkarbíðs eftir jónaígræðslu lyfjameðferð. Með því að taka jónunarhraða álviðtaka á hlutlausu svæði 4H-SiC sem dæmi, við lyfjaþéttni 1×1017cm-3, er viðtaksjónunarhraði aðeins um 15% við stofuhita (venjulega er jónunarhraði kísils u.þ.b. 100%). Til þess að ná markmiðinu um háan virkjunarhraða og færri galla, verður háhitaglæðingarferli notað eftir jónaígræðslu til að endurkristalla formlausu gallana sem myndast við ígræðslu, þannig að ígræddu atómin fari inn í staðgöngustaðinn og virkjast, eins og sýnt er. á mynd 5. Eins og er er skilningur fólks á vélbúnaði glæðingarferlisins enn takmarkaður. Stýring og ítarlegur skilningur á glæðingarferlinu er ein af rannsóknaráherslum jónaígræðslu í framtíðinni.
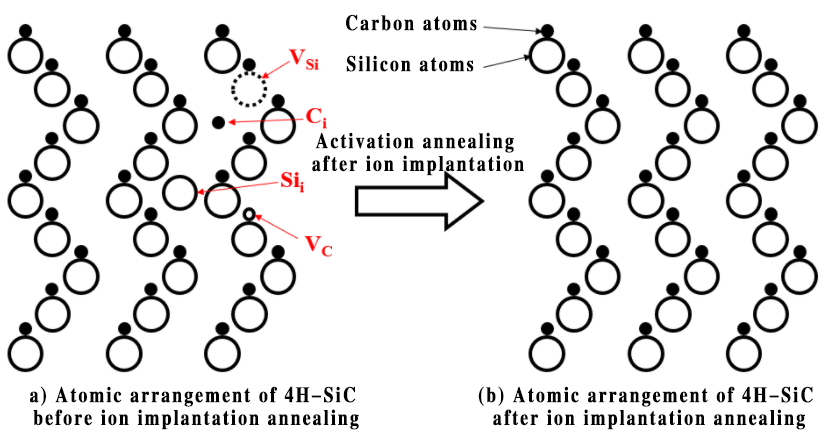
Mynd 5 Skýringarmynd af frumeindaskipan breytingu á yfirborði kísilkarbíðjónaígræðslusvæðisins fyrir og eftir jónaígræðsluglæðingu, þar sem Vsitáknar laus kísilstörf, VCtáknar kolefnislaus störf, Citáknar kolefnisfyllingaratóm og Siitáknar kísilfyllingaratóm
Jónavirkjunarglæðing felur almennt í sér ofnaglæðingu, hraðglæðingu og leysiglæðingu. Vegna sublimation Si-atóma í SiC-efnum, fer hitastigið við glæðingu yfirleitt ekki yfir 1800 ℃; glæðuloftið fer venjulega fram í óvirku gasi eða lofttæmi. Mismunandi jónir valda mismunandi gallamiðstöðvum í SiC og krefjast mismunandi glæðingarhitastigs. Af flestum tilraunaniðurstöðum má draga þá ályktun að því hærra sem hitastigið er, því hærra er virkjunarhraði (eins og sýnt er á mynd 6).
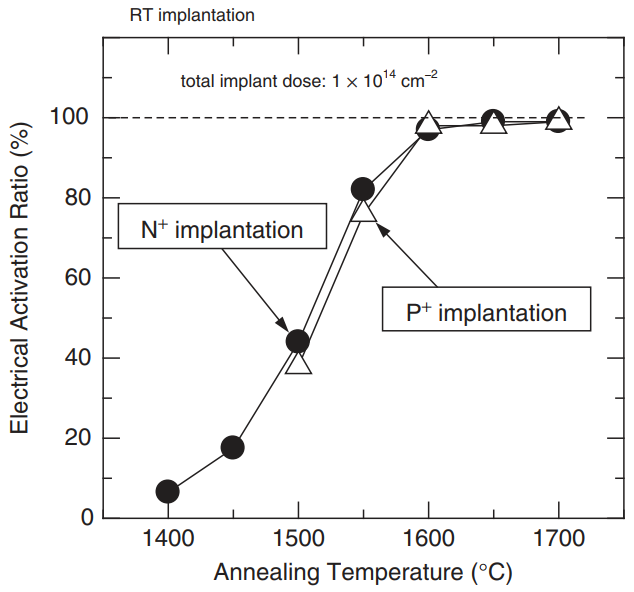
Mynd 6 Áhrif glæðingarhitastigs á rafvirkjunarhraða köfnunarefnis- eða fosfórígræðslu í SiC (við stofuhita)
(Heildarígræðsluskammtur 1×1014cm-2)
(Heimild: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
Algengt notaða virkjunarglæðingarferlið eftir SiC jónaígræðslu er framkvæmt í Ar andrúmslofti við 1600 ℃ ~ 1700 ℃ til að endurkristalla SiC yfirborðið og virkja dópefnið og þar með bæta leiðni dópaða svæðisins; fyrir glæðingu er hægt að húða lag af kolefnisfilmu á yfirborðsflötinn til yfirborðsverndar til að draga úr niðurbroti yfirborðs af völdum Si-afsogs og yfirborðsatómflæðis, eins og sýnt er á mynd 7; eftir glæðingu er hægt að fjarlægja kolefnisfilmuna með oxun eða tæringu.
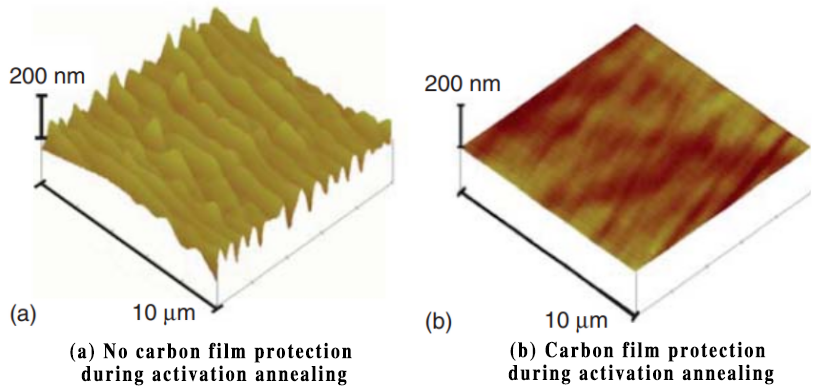
Mynd 7 Samanburður á grófleika yfirborðs 4H-SiC obláta með eða án kolefnisfilmuvörn undir 1800 ℃ glæðuhitastigi
(Heimild: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
IV
Áhrif SiC jónaígræðslu og virkjunarglæðingarferlis
Ígræðsla jóna og síðari virkjunarglæðing mun óhjákvæmilega framleiða galla sem draga úr afköstum tækisins: flóknar punktgalla, stöflunbilanir (eins og sýnt er á mynd 8), nýjar tilfærslur, galla á grunnu eða djúpu orkustigi, losunarlykkjur í grunnplani og hreyfingar á núverandi færslum. Þar sem háorku jónasprengingarferlið mun valda streitu á SiC skífuna, mun háhita- og háorkujónaígræðsluferlið auka skekkjuna. Þessi vandamál hafa einnig orðið sú stefna sem brýnt þarf að hagræða og rannsaka í framleiðsluferli SiC jónaígræðslu og glæðingar.
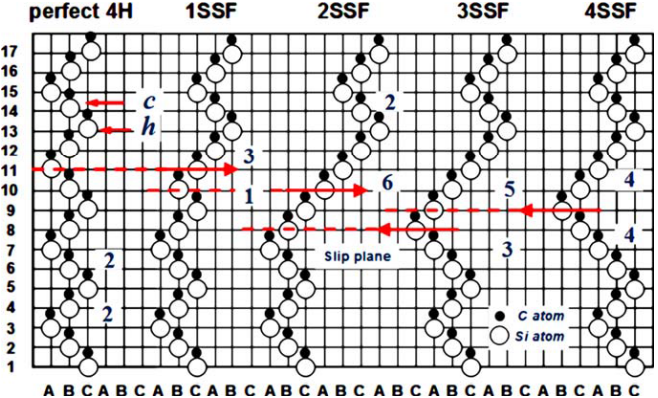
Mynd 8 Skýringarmynd af samanburði á venjulegu 4H-SiC grindarfyrirkomulagi og mismunandi stöflunarvillum
(Heimild: Nicolὸ Piluso 4H-SiC gallar)
V.
Endurbætur á ígræðsluferli kísilkarbíðjóna
(1) Þunn oxíðfilma er haldið eftir á yfirborði jónaígræðslusvæðisins til að draga úr ígræðsluskemmdum af völdum háorkujónaígræðslu á yfirborði kísilkarbíðþekjulagsins, eins og sýnt er á mynd 9. (a) .
(2) Bættu gæði markdisksins í jónaígræðslubúnaðinum, þannig að diskurinn og markdiskurinn passi betur, hitaleiðni markdisksins við diskinn er betri og búnaðurinn hitar bakhlið disksins. jafnari, bæta gæði háhita og háorkujónaígræðslu á kísilkarbíðskífum, eins og sýnt er á mynd 9. (b).
(3) Fínstilltu hitastigshækkunarhraða og hitastig einsleitni meðan á notkun háhitaglæðingarbúnaðarins stendur.
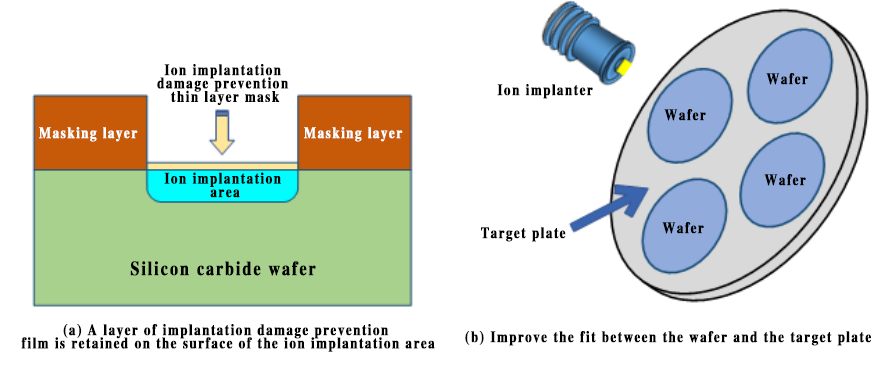
Mynd 9 Aðferðir til að bæta jónaígræðsluferli
Birtingartími: 22. október 2024