Sem stendur er þriðja kynslóð hálfleiðara einkennist afkísilkarbíð. Í kostnaðarsamsetningu tækja sinna er undirlagið 47% og epitaxy 23%. Þeir tveir saman standa fyrir um 70%, sem er mikilvægasti hlutinn afkísilkarbíðkeðja tækjaframleiðsluiðnaðar.
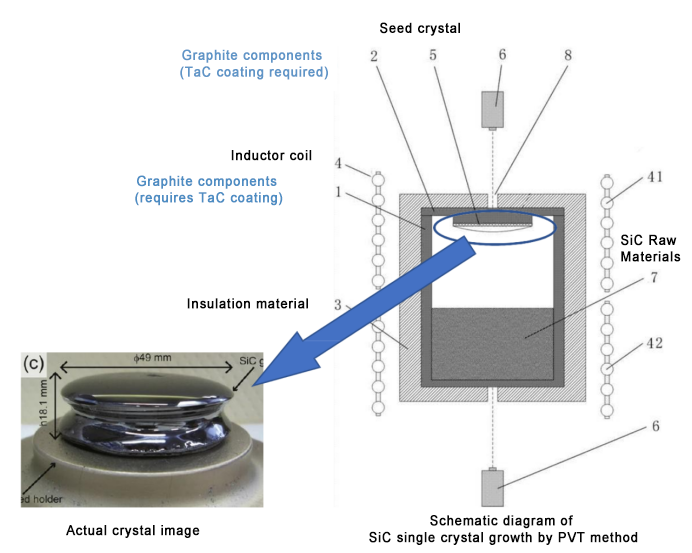
Algengasta aðferðin til að undirbúakísilkarbíðeinkristallar er PVT (physical vapor transport) aðferðin. Meginreglan er að gera hráefnin á háhitasvæði og frækristallinn á tiltölulega lágu hitasvæði. Hráefnin við hærra hitastig brotna niður og framleiða beint gasfasaefni án vökvafasa. Þessi gasfasaefni eru flutt til frækristallsins undir drifi axial hitastigshallans og kjarna og vaxa við frækristallinn til að mynda kísilkarbíð einkristall. Sem stendur nota erlend fyrirtæki eins og Cree, II-VI, SiCrystal, Dow og innlend fyrirtæki eins og Tianyue Advanced, Tianke Heda og Century Golden Core öll þessa aðferð.
Það eru meira en 200 kristalform af kísilkarbíði og mjög nákvæm stjórnun er nauðsynleg til að búa til nauðsynlega einskristalla form (almennt er 4H kristalform). Samkvæmt útboðslýsingu Tianyue Advanced var ávöxtun kristalstanga fyrirtækisins á árunum 2018-2020 og H1 2021 41%, 38,57%, 50,73% og 49,90% í sömu röð og ávöxtun undirlags var 72,51% og% 72,51% og% 71,4% og% 75,47% í sömu röð. Heildarávöxtunarkrafa er nú aðeins 37,7%. Með því að taka almennu PVT aðferðina sem dæmi, er lág uppskera aðallega vegna eftirfarandi erfiðleika við undirbúning SiC hvarfefnis:
1. Erfiðleikar við hitastigsstýringu: SiC kristalstangir þurfa að vera framleiddar við háan hita upp á 2500 ℃, á meðan kísilkristallar þurfa aðeins 1500 ℃, þannig að sérstakar einkristalla ofnar eru nauðsynlegar og vaxtarhitastigið þarf að vera nákvæmlega stjórnað meðan á framleiðslu stendur. , sem er mjög erfitt að stjórna.
2. Hægur framleiðsluhraði: Vaxtarhraði hefðbundinna kísilefna er 300 mm á klukkustund, en kísilkarbíð einkristallar geta aðeins vaxið 400 míkron á klukkustund, sem er næstum 800 sinnum munurinn.
3. Miklar kröfur um góða vörufæribreytur og erfitt er að stjórna ávöxtun svarta kassans í tíma: Kjarnafæribreytur SiC-þráða eru meðal annars þéttleiki örröra, losunarþéttleiki, viðnám, skekkju, yfirborðsgrófleiki osfrv. Á kristalvaxtarferlinu er það nauðsynlegt til að stjórna nákvæmlega breytum eins og kísil-kolefnishlutfalli, vaxtarhitastigi, kristalvaxtarhraða og loftflæðisþrýstingi. Annars er líklegt að fjölbreytileg innilokun eigi sér stað, sem leiðir til óhæfra kristalla. Í svarta kassa grafítdeiglunnar er ómögulegt að fylgjast með kristalvexti í rauntíma og mjög nákvæma hitasviðsstýringu, efnissamsvörun og reynslusöfnun er krafist.
4. Erfiðleikar við kristalstækkun: Undir gasfasaflutningsaðferðinni er stækkunartækni SiC kristalvaxtar mjög erfið. Eftir því sem kristalstærðin eykst eykst vaxtarerfiðleikar hans veldishraða.
5. Almennt lág ávöxtun: Lág ávöxtun er aðallega samsett úr tveimur tenglum: (1) Kristalstangafrakstur = hálfleiðara-gráðu kristalstangaframleiðsla / (hálfleiðara-gráðu kristalstangaframleiðsla + óhálfleiðara-gráðu kristalstangaframleiðsla) × 100%; (2) Afrakstur undirlags = hæft undirlagsframleiðsla/(hæft undirlagsframleiðsla + óhæft undirlagsframleiðsla) × 100%.
Við undirbúning hágæða og hágæðakísilkarbíð hvarfefni, kjarninn þarf betri varmasviðsefni til að stjórna framleiðsluhitastigi nákvæmlega. Hitasviðsdeiglusettin sem nú eru notuð eru aðallega háhreint grafítbyggingarhlutir sem eru notaðir til að hita og bræða kolefnisduft og kísilduft og halda hita. Grafítefni hafa einkenni mikillar sértækrar styrkleika og sérstakra stuðuls, góða hitaáfallsþol og tæringarþol, en þau hafa þá ókosti að vera auðveldlega oxuð í háhita súrefnisumhverfi, ekki ónæm fyrir ammoníaki og léleg klóraþol. Í því ferli að kísilkarbíð einkristallavöxtur ogkísilkarbíð epitaxial oblátaframleiðslu er erfitt að uppfylla sífellt strangari kröfur fólks um notkun grafítefna, sem takmarkar verulega þróun þess og hagnýtingu. Þess vegna hafa háhitahúð eins og tantalkarbíð byrjað að koma fram.
2. Einkenni afTantalkarbíð húðun
TaC keramik hefur bræðslumark allt að 3880 ℃, mikla hörku (Mohs hörku 9-10), mikla hitaleiðni (22W·m-1·K−1), mikill beygjustyrkur (340-400MPa) og lítil hitauppstreymi stuðull (6,6×10−6K−1), og sýnir framúrskarandi hitaefnafræðilegan stöðugleika og framúrskarandi eðliseiginleika. Það hefur góða efnafræðilega eindrægni og vélrænni eindrægni við grafít og C/C samsett efni. Þess vegna er TaC húðun mikið notuð í varmavörn í geimferðum, einskristalvöxt, orku rafeindatækni og lækningatæki.
TaC-húðuðGrafít hefur betri efnatæringarþol en bert grafít eða SiC-húðað grafít, er hægt að nota stöðugt við háan hita upp á 2600° og hvarfast ekki við marga málmþætti. Það er besta húðunin í þriðju kynslóðar hálfleiðurum eins kristalla vexti og obláturætingu. Það getur verulega bætt stjórn á hitastigi og óhreinindum í ferlinu og undirbúiðhágæða kísilkarbíðskífurog tengdumepitaxial oblátur. Það er sérstaklega hentugur til að rækta GaN eða AlN einkristalla með MOCVD búnaði og vaxandi SiC einkristalla með PVT búnaði og gæði ræktuðu einkristallanna eru verulega bætt.
III. Kostir tantalkarbíðhúðaðra tækja
Notkun Tantalum Carbide TaC húðunar getur leyst vandamálið með kristalbrúnagalla og bætt gæði kristalvaxtar. Það er ein af helstu tæknilegu leiðbeiningunum um að „vaxa hratt, vaxa þykkt og vaxa lengi“. Iðnaðarrannsóknir hafa einnig sýnt að tantalkarbíðhúðuð grafítdeigla getur náð jafnari upphitun og veitir þar með framúrskarandi ferlistýringu fyrir SiC einkristallavöxt og dregur þannig verulega úr líkum á fjölkristallamyndun við jaðar SiC kristalla. Að auki hefur tantalkarbíð grafíthúðun tvo helstu kosti:
(I) Að draga úr SiC-göllum
Hvað varðar að stjórna SiC einkristalgöllum eru venjulega þrjár mikilvægar leiðir. Auk þess að hámarka vaxtarbreytur og hágæða upprunaefni (svo sem SiC uppspretta duft), með því að nota Tantalum Carbide Coated Graphite Crucible getur það einnig náð góðum kristalgæðum.
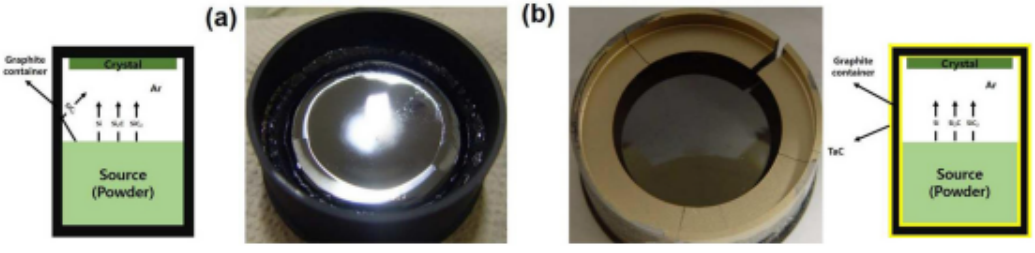
Skýringarmynd af hefðbundinni grafítdeiglu (a) og TAC húðuðu deiglu (b)
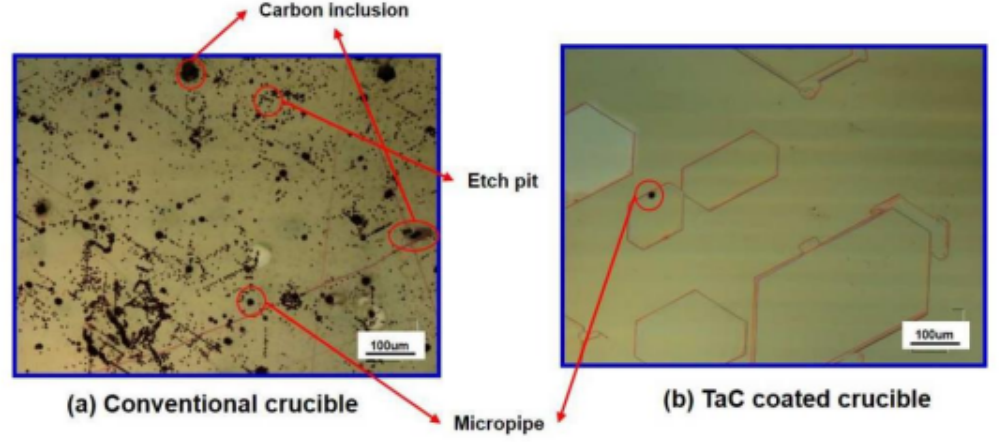
Samkvæmt rannsóknum háskólans í Austur-Evrópu í Kóreu er helsta óhreinindin í SiC kristalvexti köfnunarefni og tantalkarbíðhúðaðar grafítdeiglur geta í raun takmarkað köfnunarefnisupptöku SiC kristalla og þar með dregið úr myndun galla eins og örpípur og bætt kristal. gæði. Rannsóknir hafa sýnt að við sömu aðstæður er styrkur burðarefnis SiC diska sem ræktaðar eru í hefðbundnum grafítdeiglum og TAC húðuðum deiglum um það bil 4,5×1017/cm og 7,6×1015/cm, í sömu röð.
Samanburður á göllum í SiC einkristöllum ræktuðum í hefðbundnum grafítdeiglum (a) og TAC húðuðum deiglum (b)
(II) Að bæta endingu grafítdeigla
Eins og er hefur kostnaður við SiC kristalla haldist mikill, þar af nemur kostnaður við grafít rekstrarvörur um 30%. Lykillinn að því að draga úr kostnaði við grafít rekstrarvörur er að auka endingartíma þess. Samkvæmt upplýsingum frá bresku rannsóknarteymi getur tantalkarbíðhúð lengt endingartíma grafíthluta um 30-50%. Samkvæmt þessum útreikningi getur aðeins skipt út tantalkarbíðhúðuðu grafítinu dregið úr kostnaði við SiC kristalla um 9%-15%.
4. Undirbúningsferli tantalkarbíðhúðunar
TaC húðunarundirbúningsaðferðum má skipta í þrjá flokka: fastfasaaðferð, fljótandi fasaaðferð og gasfasaaðferð. Fastfasaaðferðin felur aðallega í sér afoxunaraðferð og efnafræðilega aðferð; vökvafasaaðferðin felur í sér bráðna saltaðferð, sol-gel aðferð (Sol-Gel), slurry-sintra aðferð, plasma úða aðferð; gasfasaaðferðin felur í sér efnagufuútfellingu (CVD), efnagufuíferð (CVI) og eðlisfræðilega gufuútfellingu (PVD). Mismunandi aðferðir hafa sína kosti og galla. Meðal þeirra er CVD tiltölulega þroskuð og mikið notuð aðferð til að útbúa TaC húðun. Með stöðugum endurbótum á ferlinu hafa nýir ferli eins og heita vír efnagufuútfelling og jóngeislaaðstoð efnagufuútfelling verið þróuð.
TaC húðunarbreytt efni sem byggir á kolefni innihalda aðallega grafít, koltrefjar og kolefni/kolefni samsett efni. Aðferðirnar til að útbúa TaC húðun á grafít eru meðal annars plasmaúðun, CVD, slurry sintering o.fl.
Kostir CVD aðferðar: CVD aðferðin til að útbúa TaC húðun byggir á tantalhalíði (TaX5) sem tantalgjafa og kolvetni (CnHm) sem kolefnisgjafa. Við ákveðnar aðstæður eru þau niðurbrotin í Ta og C í sömu röð og hvarfast síðan hvert við annað til að fá TaC húðun. CVD aðferðin er hægt að framkvæma við lægra hitastig, sem getur komið í veg fyrir galla og skerta vélræna eiginleika af völdum háhita undirbúnings eða meðhöndlunar á húðun að vissu marki. Samsetning og uppbygging lagsins er stjórnanleg og það hefur kosti þess að vera mikill hreinleiki, hár þéttleiki og einsleitur þykkt. Meira um vert, samsetningu og uppbyggingu TaC húðunar sem framleidd er af CVD er hægt að hanna og auðveldlega stjórna. Það er tiltölulega þroskuð og mikið notuð aðferð til að útbúa hágæða TaC húðun.
Kjarnaáhrifaþættir ferlisins eru:
A. Gasflæðishraði (tantal uppspretta, kolvetnisgas sem kolefnisgjafi, burðargas, þynningargas Ar2, afoxandi gas H2): Breyting á gasflæðishraða hefur mikil áhrif á hitasvið, þrýstisvið og gasflæðisvið í hvarfhólfið, sem leiðir til breytinga á samsetningu, uppbyggingu og frammistöðu húðarinnar. Aukning á Ar flæðishraða mun hægja á vaxtarhraða húðunar og minnka kornastærð, en mólmassahlutfall TaCl5, H2 og C3H6 hefur áhrif á húðunarsamsetninguna. Mólhlutfall H2 og TaCl5 er (15-20):1, sem hentar betur. Mólhlutfall TaCl5 og C3H6 er fræðilega nálægt 3:1. Of mikið TaCl5 eða C3H6 mun valda myndun Ta2C eða frítt kolefni, sem hefur áhrif á gæði oblátunnar.
B. Útfellingarhitastig: Því hærra sem útfellingarhitastigið er, því hraðar er útfellingarhraði, því stærri er kornastærð og því grófari húðunin. Að auki er hitastig og hraði niðurbrots kolvetnis í C og TaCl5 niðurbrots í Ta mismunandi og Ta og C eru líklegri til að mynda Ta2C. Hitastig hefur mikil áhrif á TaC húðun breytt kolefnisefni. Þegar útfellingarhitastigið eykst eykst útfellingarhraðinn, kornastærðin eykst og kornalögunin breytist úr kúlulaga í fjölhúðuð. Að auki, því hærra sem útfellingarhitastigið er, því hraðar sem niðurbrot TaCl5 er, því minna frítt C verður, því meiri streita í húðinni og sprungur myndast auðveldlega. Hins vegar mun lágt útfellingarhitastig leiða til minni skilvirkni lagningarútfellingar, lengri útfellingartíma og hærri hráefniskostnaðar.
C. Útfellingarþrýstingur: Útfellingarþrýstingur er nátengdur frjálsri orku efnisyfirborðsins og mun hafa áhrif á dvalartíma gassins í hvarfhólfinu og hafa þar með áhrif á kjarnahraða og kornastærð húðarinnar. Þegar útfellingarþrýstingurinn eykst, verður dvalartími gassins lengri, hvarfefnin hafa meiri tíma til að gangast undir kjarnaviðbrögð, hvarfhraði eykst, agnirnar verða stærri og húðin verður þykkari; öfugt, þar sem útfellingarþrýstingurinn minnkar, er dvalartími hvarfgassins stuttur, hvarfhraðinn hægir á sér, agnirnar verða minni og húðin er þynnri, en útfellingarþrýstingurinn hefur lítil áhrif á kristalbyggingu og samsetningu húðarinnar.
V. Þróunarþróun tantalkarbíðhúðunar
Hitastækkunarstuðull TaC (6,6×10−6K−1) er nokkuð frábrugðinn efni sem byggir á kolefni eins og grafíti, koltrefjum og C/C samsettum efnum, sem gerir einfasa TaC húðun viðkvæma fyrir sprungum og að detta af. Í því skyni að bæta enn frekar brottnáms- og oxunarþol, vélrænan stöðugleika við háan hita og efnafræðilega tæringarþol TaC húðunar við háan hita, hafa vísindamenn framkvæmt rannsóknir á húðunarkerfum eins og samsettum húðunarkerfum, húðunarkerfum sem eru bætt við solid lausn og halla. húðunarkerfi.
Samsett húðunarkerfi er til að loka sprungum í einni húðun. Venjulega er önnur húðun sett inn í yfirborðið eða innra lag TaC til að mynda samsett húðunarkerfi; HfC, ZrC, o.s.frv., sem styrkir föstu lausnina, hefur sömu andlitsmiðjuða teningsbyggingu og TaC og karbíðin tvö geta verið óendanlega leysanleg hvort í öðru til að mynda fasta lausnarbyggingu. Hf(Ta)C húðin er sprungulaus og hefur góða viðloðun við C/C samsett efni. Húðin hefur framúrskarandi afköst gegn eyðingu; halli húðunarkerfi hallahúðun vísar til styrkleika húðunarhluta meðfram þykktarstefnu þess. Uppbyggingin getur dregið úr innri streitu, bætt misræmi varmaþenslustuðla og forðast sprungur.
(II) Tantalkarbíð húðunartæki vörur
Samkvæmt tölfræði og spám QYR (Hengzhou Bozhi) náði sala á tantalkarbíðhúðunarmarkaði á heimsvísu árið 2021 1,5986 milljónum Bandaríkjadala (að undanskildum sjálfframleiddum og sjálfframleiddum tantalkarbíðhúðunarvörum frá Cree), og það er enn í byrjun stigum iðnaðarþróunar.
1. Kristallþensluhringir og deiglur sem krafist er fyrir kristalvöxt: Miðað við 200 kristalvaxtarofna á hvert fyrirtæki er markaðshlutdeild TaC húðaðra tækja sem krafist er af 30 kristalvaxtarfyrirtækjum um 4,7 milljarðar júana.
2. TaC bakkar: Hver bakki getur borið 3 oblátur, hver bakki er hægt að nota í 1 mánuð og 1 bakki er neytt fyrir hverjar 100 oblátur. 3 milljónir obláta þurfa 30.000 TaC bakka, hver bakki er um 20.000 stykki og um 600 milljónir þarf á hverju ári.
3. Aðrar aðstæður til að minnka kolefni. Svo sem eins og háhita ofnfóður, CVD stútur, ofnrör osfrv., um 100 milljónir.
Pósttími: júlí-02-2024